6 path during compensation – Rockwell Automation 8520-GUM 9/Series CNC Grinder Operation and Programming Manual Documentation Set User Manual
Page 525
Dresser/Wheel Radius Compensation
Chapter 15
15-37
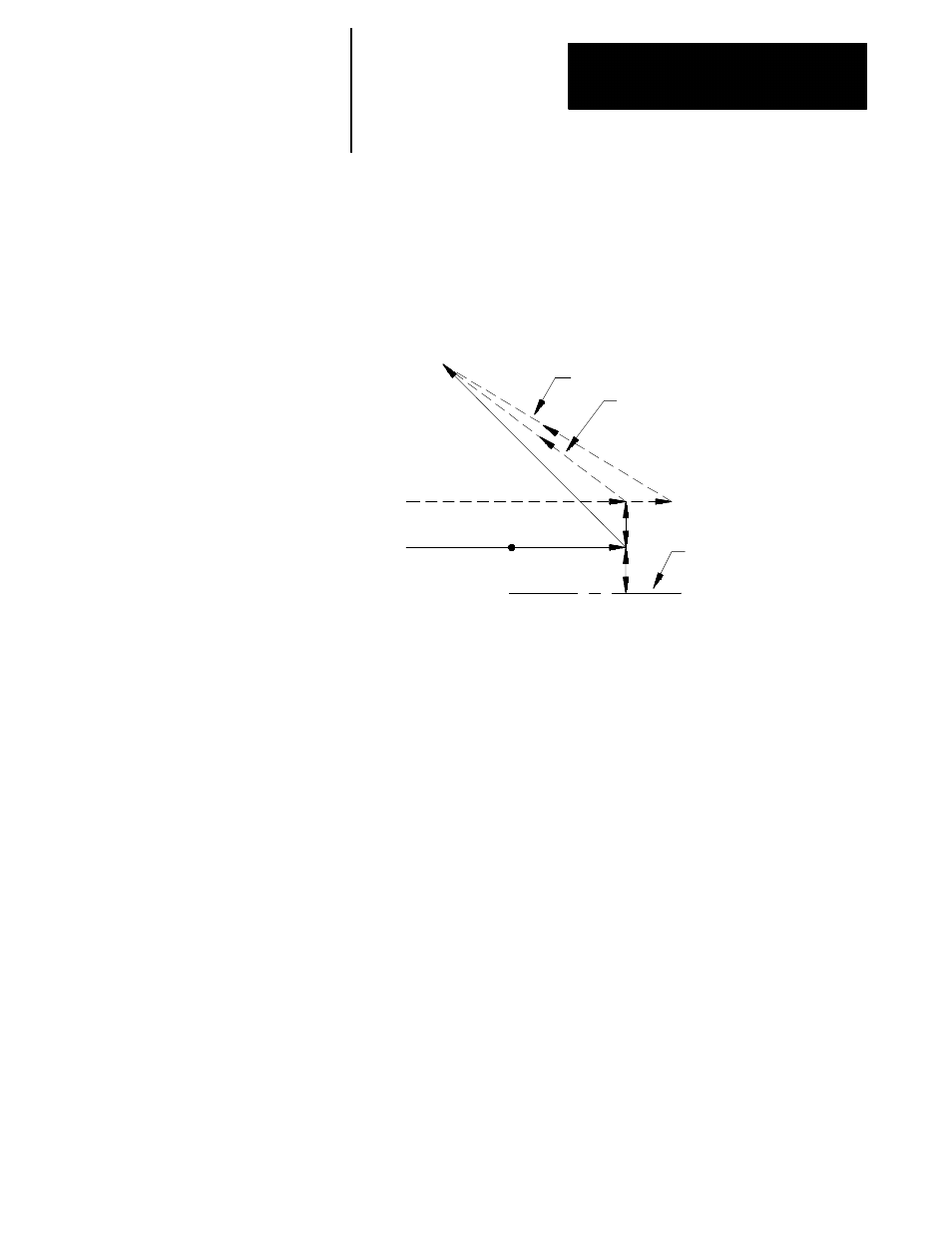
If the vector defined by I and/or K is parallel to the programmed
dresser/wheel path, the resulting exit move is offset in the opposite
direction of the I and/or K vector by one radius of the dresser/wheel (see
Figure 15.29).
Figure 15.29
Exit Move When I, K Vector Is Parallel to Programmed Dresser/Wheel
Path
Intercept line
Compensated path
Programmed path
I, K
r
r
r
Compensated path using I, K vector
Compensated path if no I, K in G40 block
12120-I
Important: If either I and/or K is not programmed, its value defaults to 0.
Except for entry and exit moves, the basic path generated during
dresser/wheel radius compensation is the same for types A and B.
Whether you specify dresser/wheel left or dresser/wheel right, the path
taken is a function of the angle between paths (G41 or G42) and the radius
of the cutting dresser/wheel.
Important: If you perform a block reset during the execution of radius
compensation, the control re-initializes the dresser/wheel radius
compensation function and the next move acts as an entry move.
Important: When programming arcs with dresser/wheel radius
compensation active, the control in some cases can adjust the programmed
feedrate to maintain programmed speed. See chapter 12 for details on
feedrates during dresser/wheel radius compensation.
15.6
Path During Compensation