1 cylindrical grinding considerations, Modality and programming, Planes – Rockwell Automation 8520-GUM 9/Series CNC Grinder Operation and Programming Manual Documentation Set User Manual
Page 577
Cylindrical Grinding Fixed Cycles
Chapter 17
17-3
Modality and Programming
These cylindrical grinding cycles are modal. Once programmed, the cycle
is executed in each subsequent block that contains the appropriate
parameters and parameter values. The G codes corresponding to these
cycles do not have to be programmed in each block.
For some of these cycles, plunge axis motion is coordinated with the
motion of a reciprocating or dithering axis.
You can access Grinder Prompts through the QuickView screens
(described in chapter 5) to simplify programming.
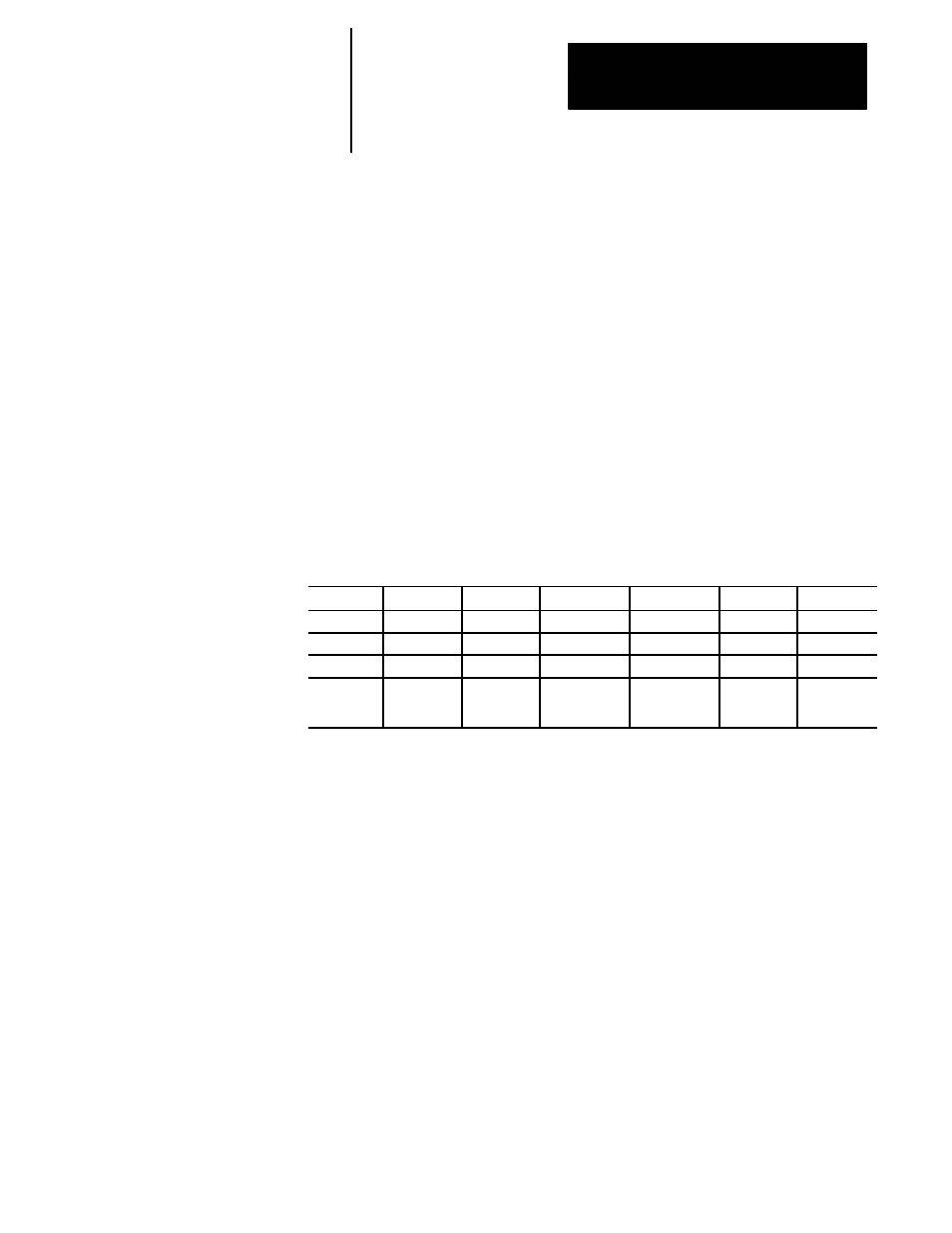
Planes
The operation of the cylindrical grinding cycles depends on plane
selection. This chapter assumes the following regarding plane
configuration for the control. Your axis names and designations can be
different. See the literature provided by your system installer.
PLANE
1st Axis
2nd Axis
1st Integrand
2nd Integrand
1st Parallel
2nd Parallel
G17
none
none
none
none
none
none
G18
Z
X
K
I
W
U
G19
none
none
none
none
none
none
Angled
Wheel
Mode
Z
X
K
I
none
none
Plane selection must be made prior to executing a block that starts the
reciprocation axis or a block that starts any of the grinding fixed cycles.
The drawings and descriptions in this chapter assume an Z-X
configuration for the axes on a cylindrical grinding machine. Your
machine configuration can be different. The illustrations in this chapter
generally assume that the G18 (ZX) plane is active and the axes are
configured as shown in Figure 17.2.
17.1
Cylindrical Grinding
Considerations