Rockwell Automation 8520-GUM 9/Series CNC Grinder Operation and Programming Manual Documentation Set User Manual
Page 515
Dresser/Wheel Radius Compensation
Chapter 15
15-27
We use pictorial representation to demonstrate the actual dresser/wheel
paths taken by the dresser/wheel when using radius compensation type B.
The following subsections give brief descriptions of the paths along with
figures.
We define an entry move as the path that the dresser/wheel takes when the
dresser/wheel radius compensation function first becomes activated in a
program. Figure 15.22 is an example of a typical entry move. An entry
move must be a linear block.
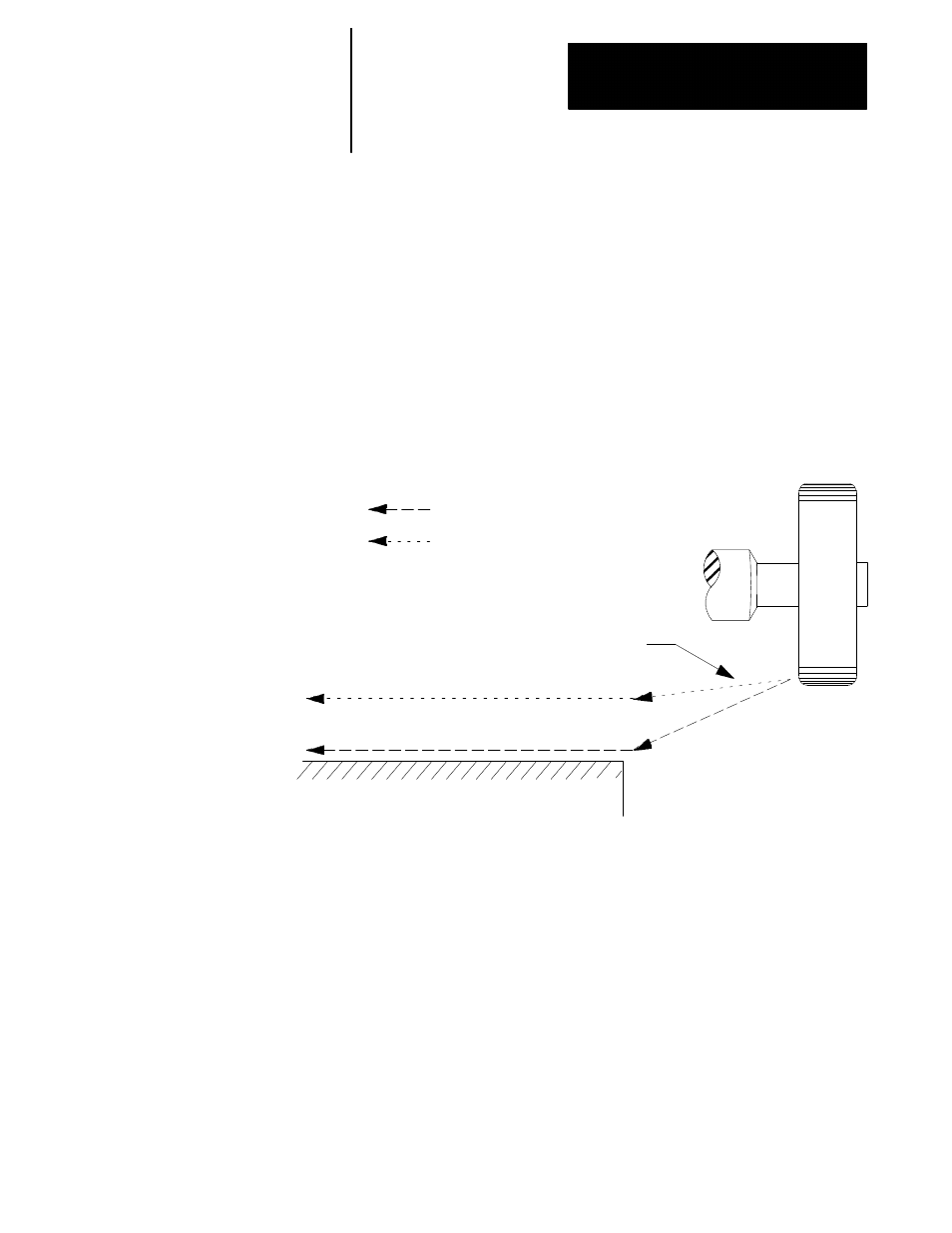
Figure 15.22
Dresser/Wheel Radius Compensation Entry Move
Compensation entry move
Workpiece
Programmed dresser/wheel path
Dresser/wheel center path
G42 dresser/wheel radius compensation right
12093-I
The entry move of the dresser/wheel for type B radius compensation can
generate extra motion blocks to attempt to prevent gouging of the part, as
can sometimes occur using compensation type A. Type B radius
compensation keeps the dresser/wheel at least one radius away from the
start-point of the next block at all times during an entry move. The final
end-point of the entry move is a position at right angles to and on the left
or right side of the next programmed move in the currently defined plane.
15.5
Type B Compensation Paths
15.5.1
Type B Compensation Entry
Moves