Rockwell Automation 8520-GUM 9/Series CNC Grinder Operation and Programming Manual Documentation Set User Manual
Page 578
Cylindrical Grinding Fixed Cycles
Chapter 17
17-4
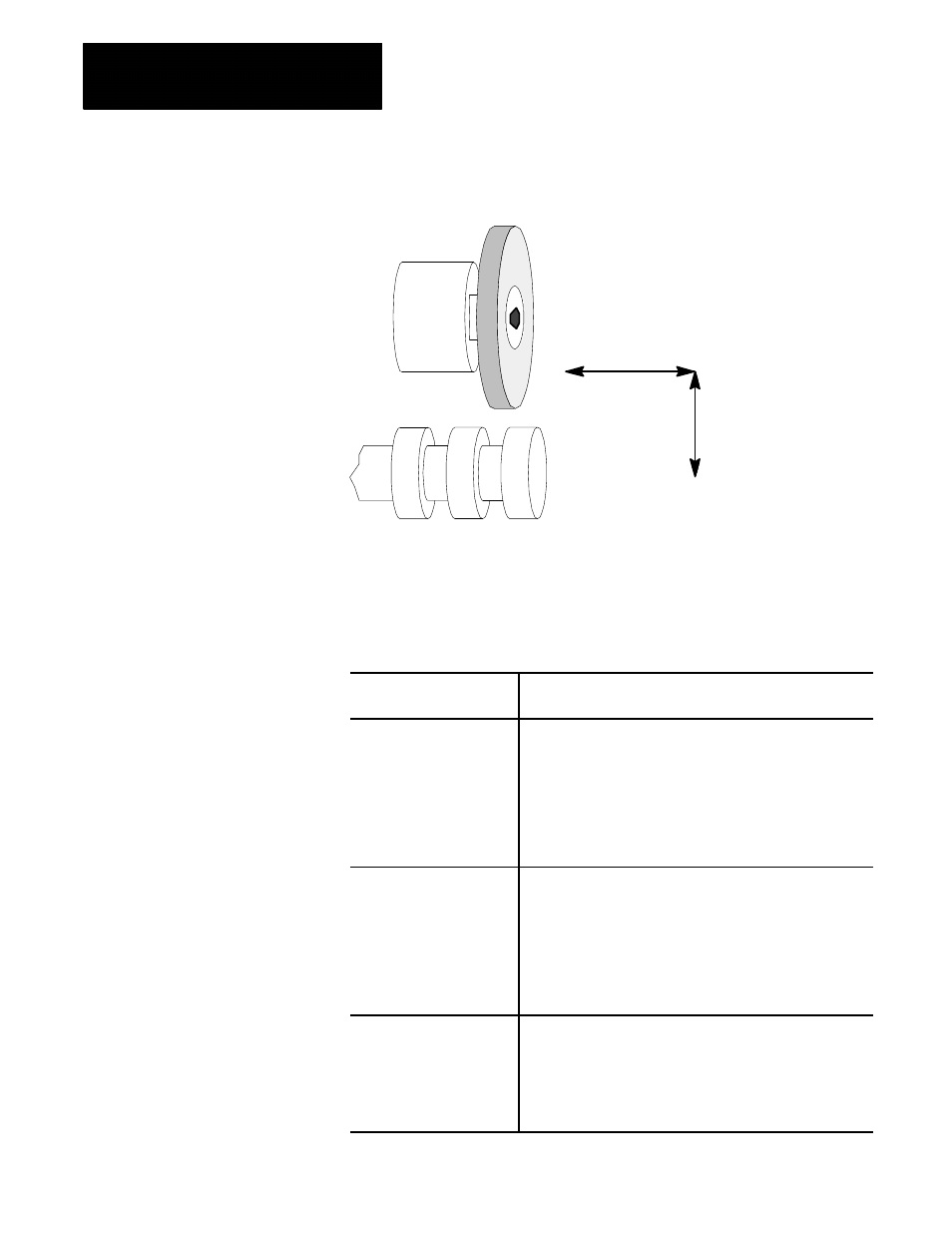
Figure 17.2
Typical Axis Configuration
Cylindrical grinding axis
configuration assumed
in this manual.
X
Z
+
--
--
Part
12052-I
Angled-Wheel Mode
Angled-wheel grinders (grinders that have a wheel axis that is not
perpendicular to Z) have three operating modes. They are as follows:
Angled-Wheel Grinders in
this mode:
Affect to Cylindrical Grinding Cycles:
G15 mode
All cylindrical grinding cycles are available in this mode. We do
not recommend angled-wheel grinder programmers attempt to
program cycles in G15 mode. G15 mode increases programming
difficulty because of the complex geometry that must be performed
by the programer to compensate for X and Z motion created by
moving the W axis.
The active programmed plane (G17, G18, or G19) is used in this
mode.
G16.3 mode
All cylindrical grinding cycles are available in this mode. This is
the recommended mode for operation of cylindrical cycles on an
angled wheel grinder. The control performs all calculations to
transfer X and Z axis motions into WZ motions.
The control is forced into the ZX plane for all programming in this
mode. The currently active selected plane, and programming
changes to the active plane are ignored until the G16.3 mode is
canceled.
G16.4 mode
Only the G86, G87, G88, and G89 cycles (and their pre-dress
counterparts) are available in the G16.4 mode.
The control is forced into the ZX plane for all programming in this
mode. The currently active selected plane, and programming
changes to the active plane are ignored until the G16.4 mode is
canceled.