Rockwell Automation 8520-GUM 9/Series CNC Grinder Operation and Programming Manual Documentation Set User Manual
Page 504
Dresser/Wheel Radius Compensation
Chapter 15
15-16
You can program the generated block between the two dresser/wheel paths
as linear or circular with these G-codes:
G39(or G39.1);
Where :
Causes:
G39
linear transition blocks. If you program a G39 or G39.1, G39 is the
default (established at control reset or end of program command).
This command is modal.
G39.1
circular transition blocks. When programming straight line-to-arc or
arc-to-straight line moves, the generated block is always linear, and
the control ignores the G39.1. This command is modal.
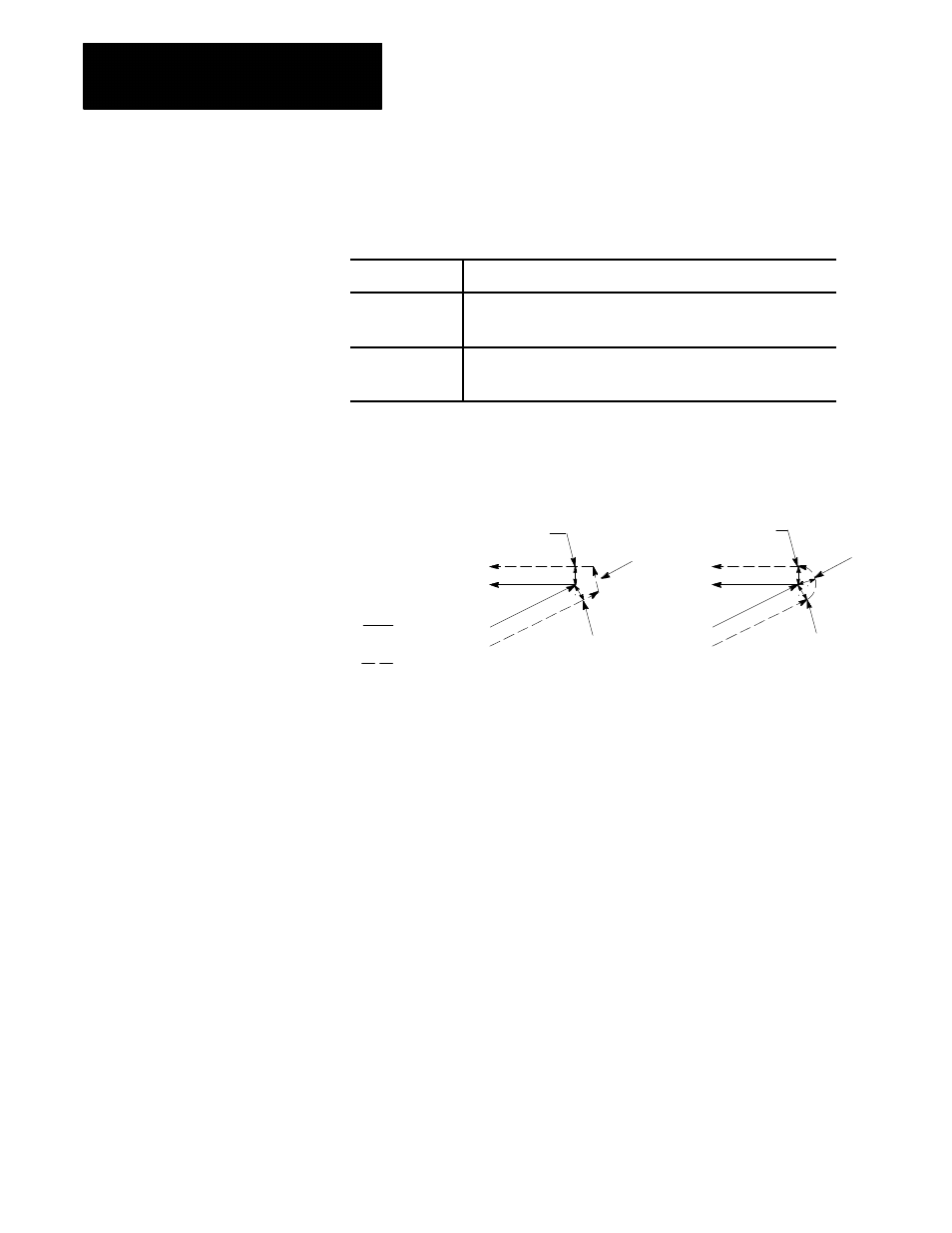
Figure 15.13
Dresser/Wheel Radius Compensation Generated Blocks (G39 vs G39.1)
G39 (Linear generated block)
End of
1st cut
Start of
2nd cut
r
r
r
block
generated
1st cut
Start of
2nd cut
G39.1 (Circular generated block)
r
r
r
Linear
block
generated
Circular
r
Programmed
path
G42 Tool path
Tool radius
r =
End of
12106-I
You can program a G39 or G39.1 in any block. However, you must
program them in or before the block that causes a dresser/wheel radius
compensation generated block.
Important: For linear generated blocks only, your system installer can
define a minimum block length in AMP. If the generated move length is
less than the system-defined minimum block length, no generated block is
created and the dresser/wheel path proceeds to the intersection of the two
compensated paths. If the generated move length is equal to or greater
than the system-defined minimum block length, a generated block is
created.
Throughout this chapter, we show drawings where a generated block is
created. Both G39 and G39.1 are shown in these drawings where
applicable.