1 jogging an axis – Rockwell Automation 8520-GUM 9/Series CNC Grinder Operation and Programming Manual Documentation Set User Manual
Page 106
Manual/MDI Operation Modes
Chapter 4
4-2
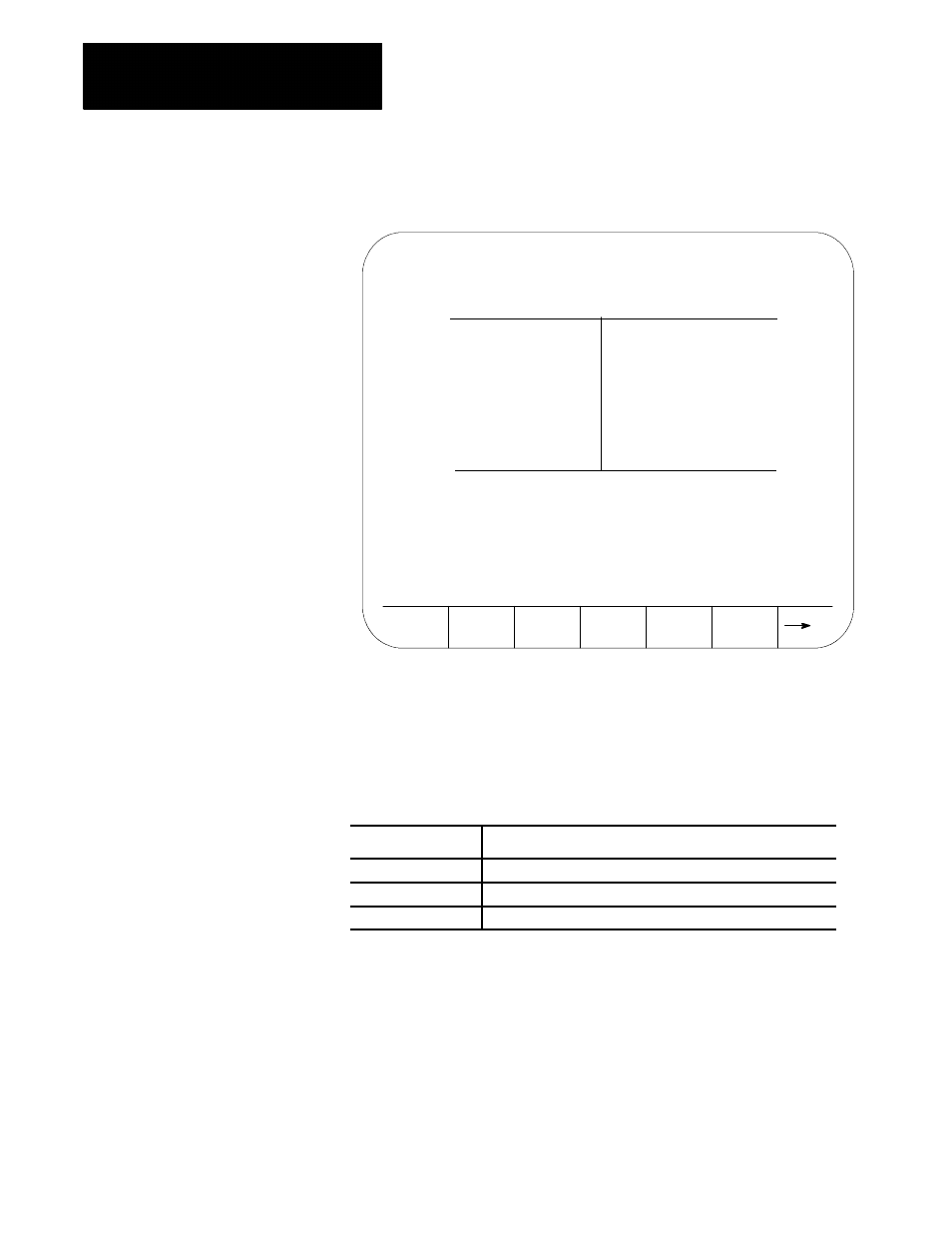
Figure 4.1
Data Display in MANUAL Mode
PRGRAM
MANAGE
OFFSET MACRO
PARAM
PRGRAM
CHECK
SYSTEM
SUPORT
E-STOP
PROGRAM[ MM
]
F
00000.000 MMPM
X
00000.000
S
0.0
Z
00000.000
T
1
U
00000.000
W
00000.000
MEMORY
MDI
STOP
N 99999
(First 4 blocks
of program shown here)
(PAL messages)
In the jog mode, pushbuttons, switches, or hand pulse generators (HPGs)
control the motion of the grinding wheel. Typically these are mounted on
or near the MTB panel.
You can jog the grinding wheel by using 3 different methods:
If you choose:
While a pushbutton on the MTB is pressed, the axes move:
continuous jog
continuously
incremental jog
a predetermined amount
HPG jog
when an HPG is turned by hand and an axis has been selected
Normally you can only jog the axes in manual mode. However, your
system installer can write PAL to allow jogging in the automatic and MDI
mode. See page 4-6 for manual gap elimination or chapter 11 for details
on jogging an offset.
You can equip your control with an optional jogging an offset feature,
activated by a switch installed by your system installer. When this feature
is active, all jog moves are used to offset the current work coordinate
system and no position registers are changed. For information about
jogging an offset, see chapter 11.
4.1.1
Jogging an Axis