2 too many non-motion blocks – Rockwell Automation 8520-GUM 9/Series CNC Grinder Operation and Programming Manual Documentation Set User Manual
Page 534
Dresser/Wheel Radius Compensation
Chapter 15
15-46
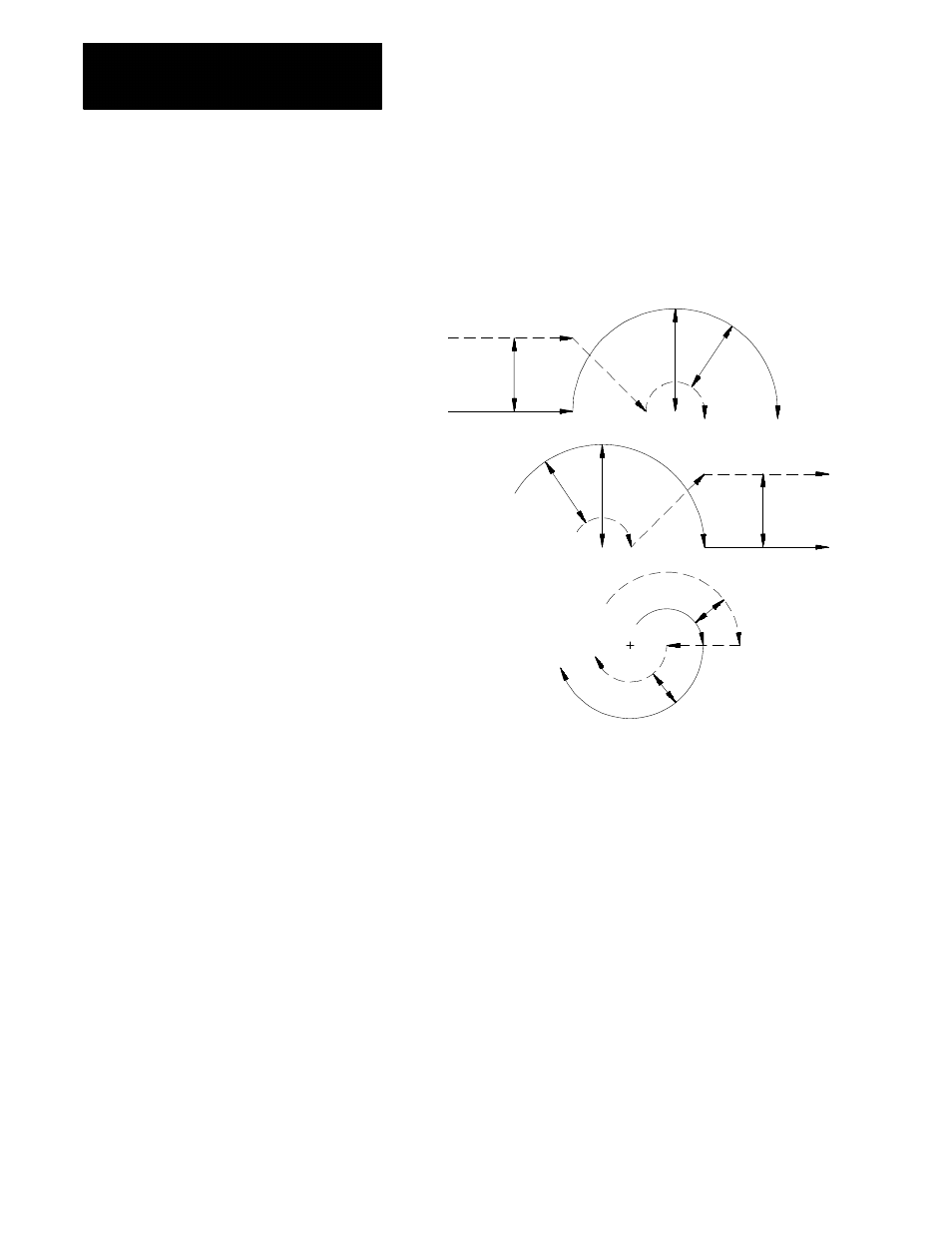
If no intersections of the actual path exist, the compensated path is the
same as if a linear-to-linear intersection had taken place (see Figure 15.39).
Figure 15.39
Change in Compensation With No Possible Path Intersections
Compensated path G41
Programmed path
G42
G42
Programmed path
Compensated path G42
Compensated path G41
Programmed path
r
1
r
2
r
1
r
1
r
1
r
2
r
r
G41
12130-I
The control always looks ahead to the next motion block to determine the
actual path taken for a motion block in radius compensation. If the next
block is not a motion block, the control continues to scan ahead for a
motion block until it either detects one, or the allowable number of
non-motion blocks as set in AMP has been exceeded. See documentation
prepared by your system installer for the allowable number of non-motion
blocks allowed in a specific system.
Important: We define non-motion block as any block within a program
that does not actually generate the movement of one of the axes in the
current compensated plane. Blocks that are skipped by the control because
of the block skip feature (/) described on page 7-2 are also counted as
non-motion blocks in radius compensation regardless of the content of the
skipped block.
15.7.2
Too Many Non-Motion
Blocks