Melsec-q, 5 data used for positioning control – MITSUBISHI ELECTRIC Mitsubishi Programmable Logic Controller QD75D User Manual
Page 135
5 - 47
MELSEC-Q
5 DATA USED FOR POSITIONING CONTROL
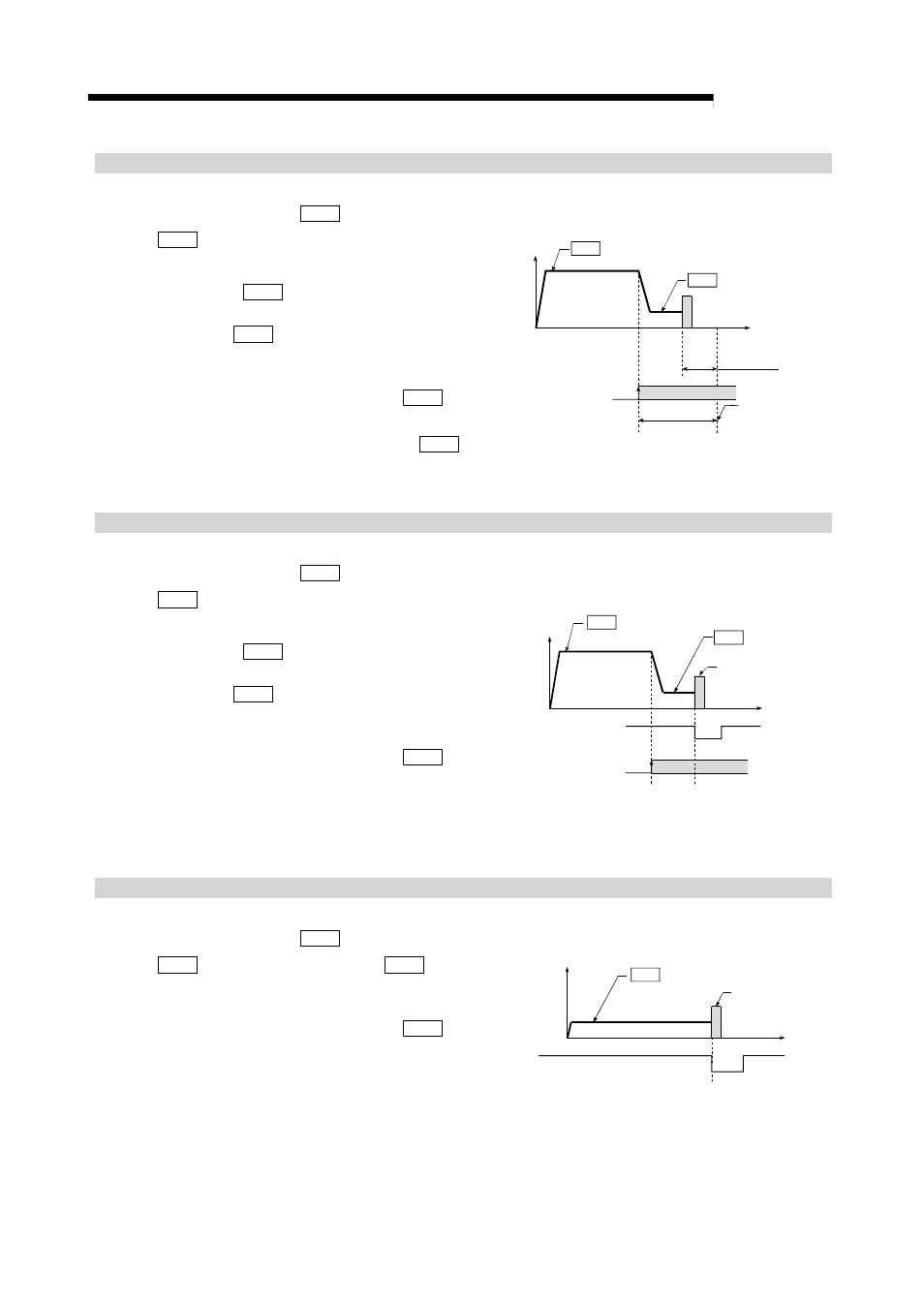
1 : Stopper method 1)
(1) Start machine OPR.
(Start movement at the "
Pr.46
OPR speed" in the
"
Pr.44
OPR direction".)
(2) Detect the near-point dog ON, and start deceleration.
(3) Decelerate to "
Pr.47
Creep speed", and move with the
creep speed.
(At this time "
Pr.54
OPR torque limit value" is required. If
the torque is not limited, the servomotor could be damaged
in step (4).)
(4) The axis contacts against the stopper at "
Pr.47
Creep
speed", and then stops.
(5) When the near-point dog turns ON and the "
Pr.49
OPR
dwell time" is passed, the pulse output from the QD75
stops, and the machine OPR is completed.
t
V
(1)
(2)
(3)
(4)
(5)
Near-point dog OFF
OPR speed
Pr.46
Creep speed
Pr.47
Range to forcibly stop
the servomotor
rotation with the stopper.
Dwell time counting
Dwell time up
ON
2 : Stopper method 2)
(1) Start machine OPR.
(Start movement at the "
Pr.46
OPR speed" in the
"
Pr.44
OPR direction".)
(2) Detect the near-point dog ON, and start deceleration.
(3) Decelerate to "
Pr.47
Creep speed", and move with the
creep speed.
(At this time "
Pr.54
OPR torque limit value" is required. If
the torque is not limited, the servomotor could be damaged
in step (4).)
(4) The axis contacts against the stopper at "
Pr.47
Creep
speed", and then stops.
(5) After stopping, the pulse output from the QD75 stops with
the zero signal (signal that is output on detection of contact
with the stopper. Input externally), and the machine OPR is
completed.
t
V
ON
(1)
(2)
(3)
(4)
(5)
Near-point dog
Zero signal
OPR speed
Pr.46
Pr.47
Creep speed
Stop with stopper
OFF
3 : Stopper method 3)
(1) Start machine OPR.
(Start movement at the "
Pr.47
Creep speed" in the
"
Pr.44
OPR direction". At this time "
Pr.54
OPR torque
limit value" is required. If the torque is not limited, the
servomotor could be damaged in step (2).)
(2) The axis contacts against the stopper at "
Pr.47
Creep
speed", and then stops.
(3) After stopping, the pulse output from the QD75 stops with
the zero signal (signal that is output on detection of contact
with the stopper. Input externally), and the machine OPR is
completed.
t
V
(1)
(2)
(3)
Zero signal
Creep speed
Pr.47
Stop with stopper