7applications – Lenze DSD User Manual
Page 214
7
Applications
7.22
Winding drive for rewinder/unwinder
214
Lenze · Drive Solution Designer · Manual · DMS 4.2 EN · 12/2013 · TD23
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
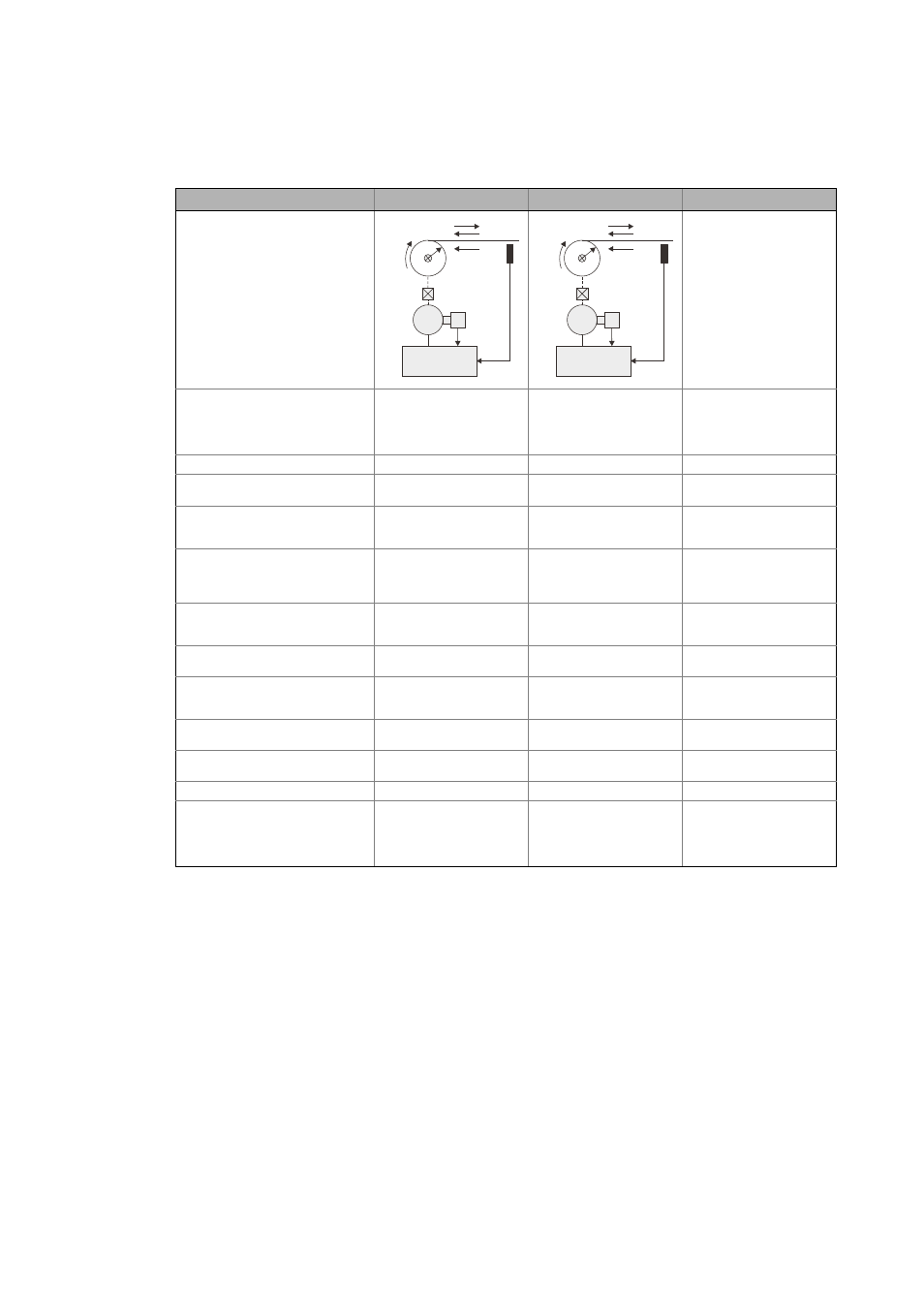
Comparison of tension-controlled winder control modes
Requirement
Tension control (M)
Tension control (n)
Note
Winder control mode
Description
Torque-controlled mode with
compensation for friction and ac-
celeration
Speed-controlled mode (option-
ally with compensation for fric-
tion and acceleration to the
torque setpoint)
Both control modes are suitable
for demanding winding applica-
tions with a high consistency in
tensile force and large setting
ranges
Tensile force / torque setting range
max. 100
no upper limit
Acceleration behaviour
++
++
Both modes feature acceleration
compensation
Behaviour in the case of tensile force sensor
failure
++
(operation possible in case of an
emergency)
–
(operation not possible)
Combined winder control modes:
Closed-loop controlled for lower and open-
loop controlled for upper tensile force set-
ting ranges
++
–
Application in case of a large
range of materials with a large
tensile force setting range
Control mode as a function of material elas-
ticity
suitable for no or low material
elasticity (e.g. metal strips, foils,
plates, glass non-woven)
suitable for medium material
elasticity, e.g. paper, films, coated
composite material
Tensile force sensor is a pathless
detection system
Influence of the friction on the tensile force
/ torque setting range
0
(great influence)
++
(little to no influence)
Suitable for unwinders with eccentric reels
++
(non-sensitive behaviour)
/
(sensitive behaviour)
If stored for a longer period of
time, reels may deform eccentri-
cally
System management in case of material
crack
+
++
Control engineering requirements
Medium
High
Adaptations to a variable mo-
ment of inertia, variable speed
Required encoder resolution
Medium
High
Accuracy for the detection of the line speed
Medium
High
Reasons for the differences be-
tween the actual and the detect-
ed speed: coated squeegees, slip
between material and roll, toler-
ances in material thickness
++ Very well suited
/
Suitable with restrictions
+ Well-suited
–
Not suitable
0 Suited
v
F
n, M
r
M
3~
Inverter
M = f(F, r)
n = f(v, r)
F
act
v
F
n, M
r
M
3~
Inverter
M = f(F, r)
n = f(v, r)
F
act