According to sequence program creation, Plc timer setting – IAI America MSEP User Manual
Page 18
10
9. According to Sequence Program Creation
Please note the following things when creating a sequence program.
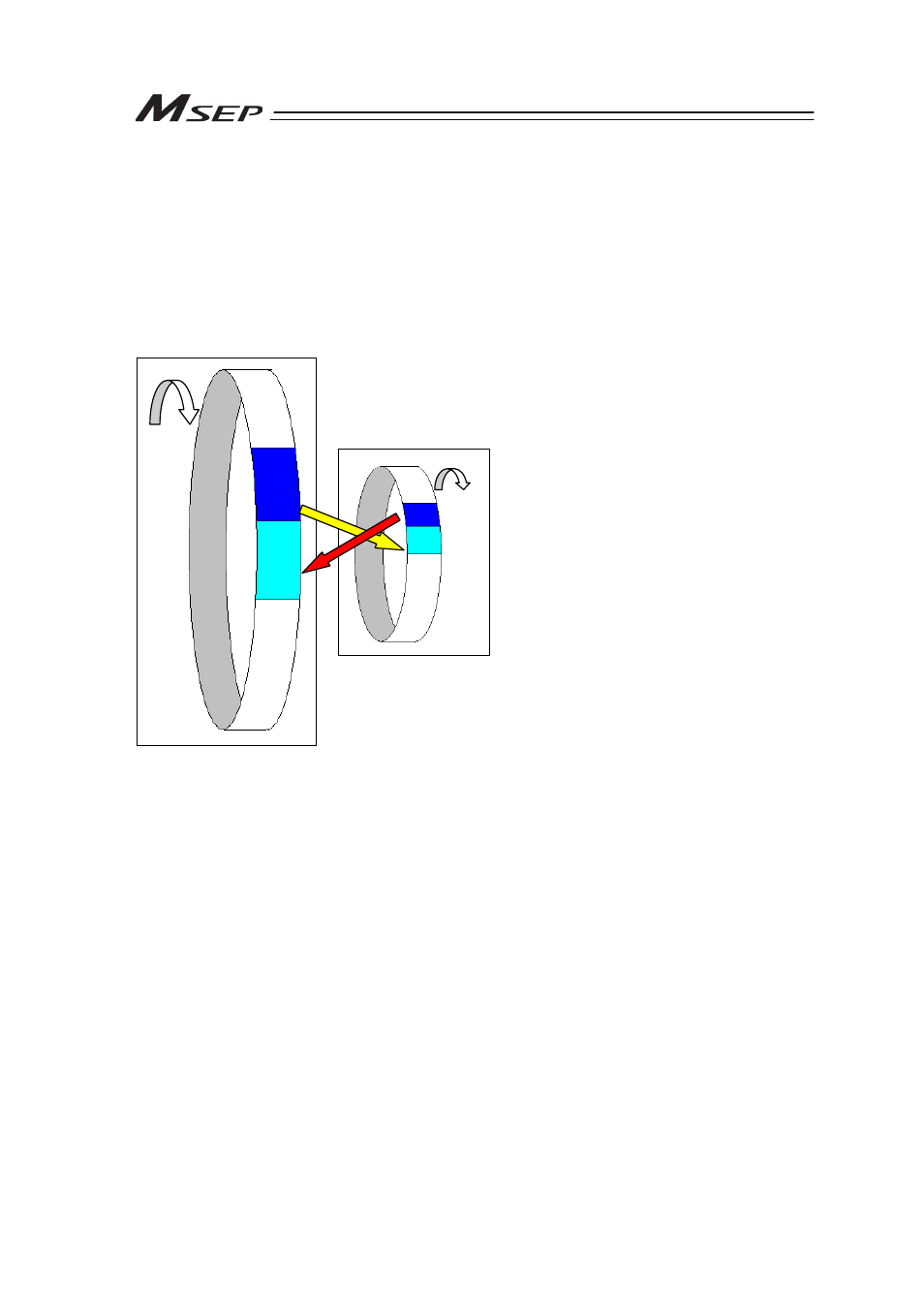
When data transfer is necessary between two devices that have a different scan time from
each other, duration more than the longer scan time is required to certainly read the signal. (It is
recommended to have a timer setting of at least twice as long as the scan time in order for the
PLC to adequately perform the reading process.)
䎃
Ɣ Operation Image
䎃
䎃
䎃
䎃
䎃
䎃
䎃
䎃
䎃
䎃
䎃
䎃
䎃
䎃
䎃
䎃
䎃
䎃
䎃
䎃
䎃
䎃
Also, if one tries to read the signal that is being re-written by the other, the signal may be read wrong.
Make sure to read the signal after the rewriting is complete. (It is recommended to have more than 2 scan
periods to wait.) Make sure not to have the output side to change the output until the other side completes
the reading. Also, a setting is made on the input area not to receive the signal less than a certain time to
prevent a wrong reading of noise. This duration also needs to be considered.
10. PLC Timer Setting
Do not have the PLC timer setting to be done with the minimum setting.
Setting to “1” for 100msec timer turns ON at the timing from 0 to 100msec while 10msec timer
from 0 to 10msec for some PLC.
Therefore, the same process as when the timer is not set is held and may cause a failure such
as the actuator cannot get positioned to the indicated position number in Positioner Mode.
Set “2” as the minimum value for the setting of 10msec timer and when setting to 100msec, use
10msec timer and set to “10”.
This controller
(scan time 1msec)
PLC
(e.g. scan time is 20msec)
Output
Process
Input
Process
As shown in the diagram, the input and output
timings of two devices that have different scan
time do not match, when transferring a signal.
There is no guarantee that PLC would read the
signal as soon as this controller signal turns ON.
In such a case, make the setting to read the
signal after a certain time that is longer than the
longer scan time to ensure the reading process
succeeds on the PLC side.
It is the same in the case this controller side
reads the signal.
In such a case, it is recommended to ensure 2 to
4 times of the scan time for the timer setting
margin.
It is risky to have the setting below the scan time
since the timer is also processed in the scan
process.
In the diagram, PLC can only read the input once
in 20msec even though this controller output
once in 1msec.
Because PLC only conducts output process once
in 20msec, this controller identifies the same
output status for that entire time period.