Ladder logic program example – Yaskawa MP920 Motion Module User Manual
Page 106
2 Motion Control
2.4.8 Fixed Length Feed (STEP)
2-80
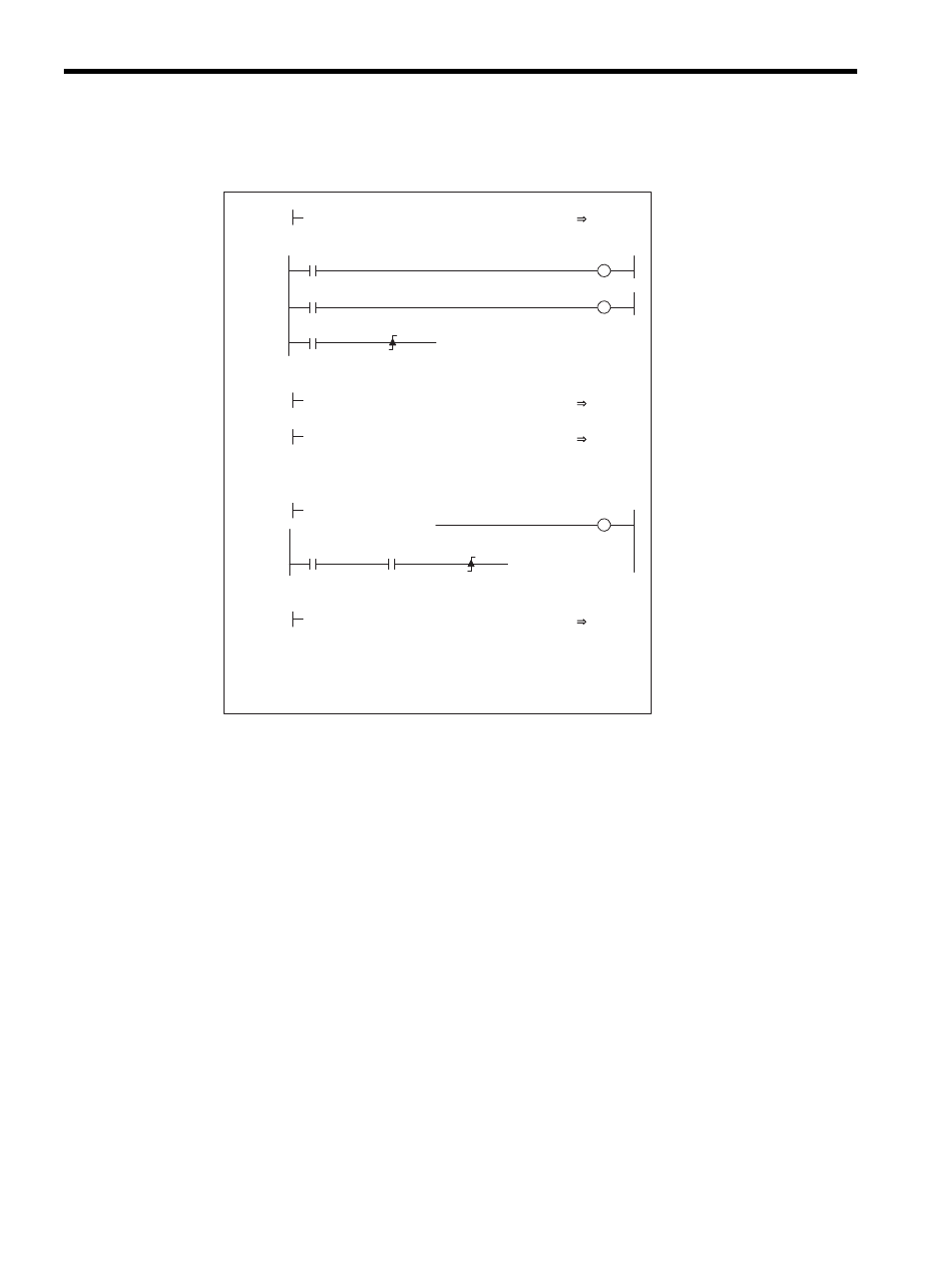
Ladder Logic Program Example
The example in the above illustration has been greatly simplified. In actual operation, each
register can be controlled from the user program.
H0104
RUNMOD
OWC000
1 0000
$ONCOIL
SB000004
IB00303
RUN
OBC0010
1 0002
1 0004
IB00304
1 0006
1 0008
IFON
MCMDRCOD
IWC014
1 0014
= 00008
DIRECTION
OBC0212
DB000010
00008
MCMDCODE
OWC020
2 0011
05000
STEP
OWC028
2 0009
1 0013
IEND
DB000020
POSCOMP
IBC000D
1 0017
DB000030
DB000020
1 0020
IFON
00000
MCMDCODE
OWC020
1 0021
1 0023
IEND
0 0024
DEND
Set the position control mode to ON.
Send RUN command to driver.
STEP travel distance: 2,000 pulses.
When IB00304 turns ON, STEP
feeding is begun and the axis is
moved by STEP travel distance.
When travel is completed, the posi-
tioning completed signal (IBC00D)
is turned ON.
When travel is completed, clear the
command (i.e., set to the NOP com-
mand) to prepare for next operation.
When IB00303 turns ON, the direc-
tion of rotation is reversed.
- Tag Generator (30 pages)
- MP3300iec (82 pages)
- 1000 Hz High Frequency (18 pages)
- 1000 Series (7 pages)
- PS-A10LB (39 pages)
- iQpump Micro User Manual (300 pages)
- 1000 Series Drive Option - Digital Input (30 pages)
- 1000 Series Drive Option - CANopen (39 pages)
- 1000 Series Drive Option - Analog Monitor (27 pages)
- 1000 Series Drive Option - CANopen Technical Manual (37 pages)
- 1000 Series Drive Option - CC-Link (38 pages)
- 1000 Series Drive Option - CC-Link Technical Manual (36 pages)
- 1000 Series Drive Option - DeviceNet (37 pages)
- 1000 Series Drive Option - DeviceNet Technical Manual (81 pages)
- 1000 Series Drive Option - MECHATROLINK-II (32 pages)
- 1000 Series Drive Option - Digital Output (31 pages)
- 1000 Series Drive Option - MECHATROLINK-II Technical Manual (41 pages)
- 1000 Series Drive Option - Profibus-DP (35 pages)
- AC Drive 1000-Series Option PG-RT3 Motor (36 pages)
- Z1000U HVAC MATRIX Drive Quick Start (378 pages)
- 1000 Series Operator Mounting Kit NEMA Type 4X (20 pages)
- 1000 Series Drive Option - Profibus-DP Technical Manual (44 pages)
- CopyUnitManager (38 pages)
- 1000 Series Option - JVOP-182 Remote LED (58 pages)
- 1000 Series Option - PG-X3 Line Driver (31 pages)
- SI-EN3 Technical Manual (68 pages)
- JVOP-181 USB Copy Unit (2 pages)
- JVOP-181 (22 pages)
- SI-EN3 (54 pages)
- MECHATROLINK-III (35 pages)
- SI-ET3 (49 pages)
- EtherNet/IP (50 pages)
- SI-EM3 (51 pages)
- 1000-Series Option PG-E3 Motor Encoder Feedback (33 pages)
- 1000-Series Option SI-EP3 PROFINET (56 pages)
- PROFINET (62 pages)
- AC Drive 1000-Series Option PG-RT3 Motor (45 pages)
- SI-EP3 PROFINET Technical Manual (53 pages)
- A1000 Drive Option - BACnet MS/TP (48 pages)
- 120 Series I/O Modules (308 pages)
- A1000 12-Pulse (92 pages)
- A1000 Drive Software Technical Manual (16 pages)
- A1000 Quick Start (2 pages)
- JUNMA Series AC SERVOMOTOR (1 page)
- A1000 Option DI-101 120 Vac Digital Input Option (24 pages)