Cnc programming – Lenze ETC Motion Control User Manual
Page 143
CNC programming
G functions
G functions individual descriptions
3.2
3.2.2
l
143
EDSTCXN EN 2.0
N10 G31
Path operation
N20 G01 X50 C0 F5000
Approach starting position
N30 G60 X0
Switch Look Ahead "on"
N40 G142 D500 X20 L0 E0
Noncircular grinding for smooth profile "on"
N41 G5 X24.142 Y−14.142 I3 L1
Switch spline interpolation for closed curve "on"
N42 G143 X15 D7.5 F5000 L3 I0
Rough−grinding two revolutions
N43 G143 X5 D5 F5000 L3 I1
Finish grinding with a spark−out revolution
N44 G143 X−20 D20 F5000 L3
Withdraw
N45 G5
Switch spline interpolation off
N46 G140
Noncircular grinding "off"
N50 G60
Switch Look Ahead "off"
N60 M30
Program end
%3
N10 X24.142 Y14.142
Subprogram for describing the finished profile
N20 X10 Y20
N30 X−4.142 Y14.142
N40 X−10 Y0
N50 X−4.142 Y−14.142
N60 X10 Y−20
N70 X24.142 Y−14.142
N80 X30 Y0
N90 G99
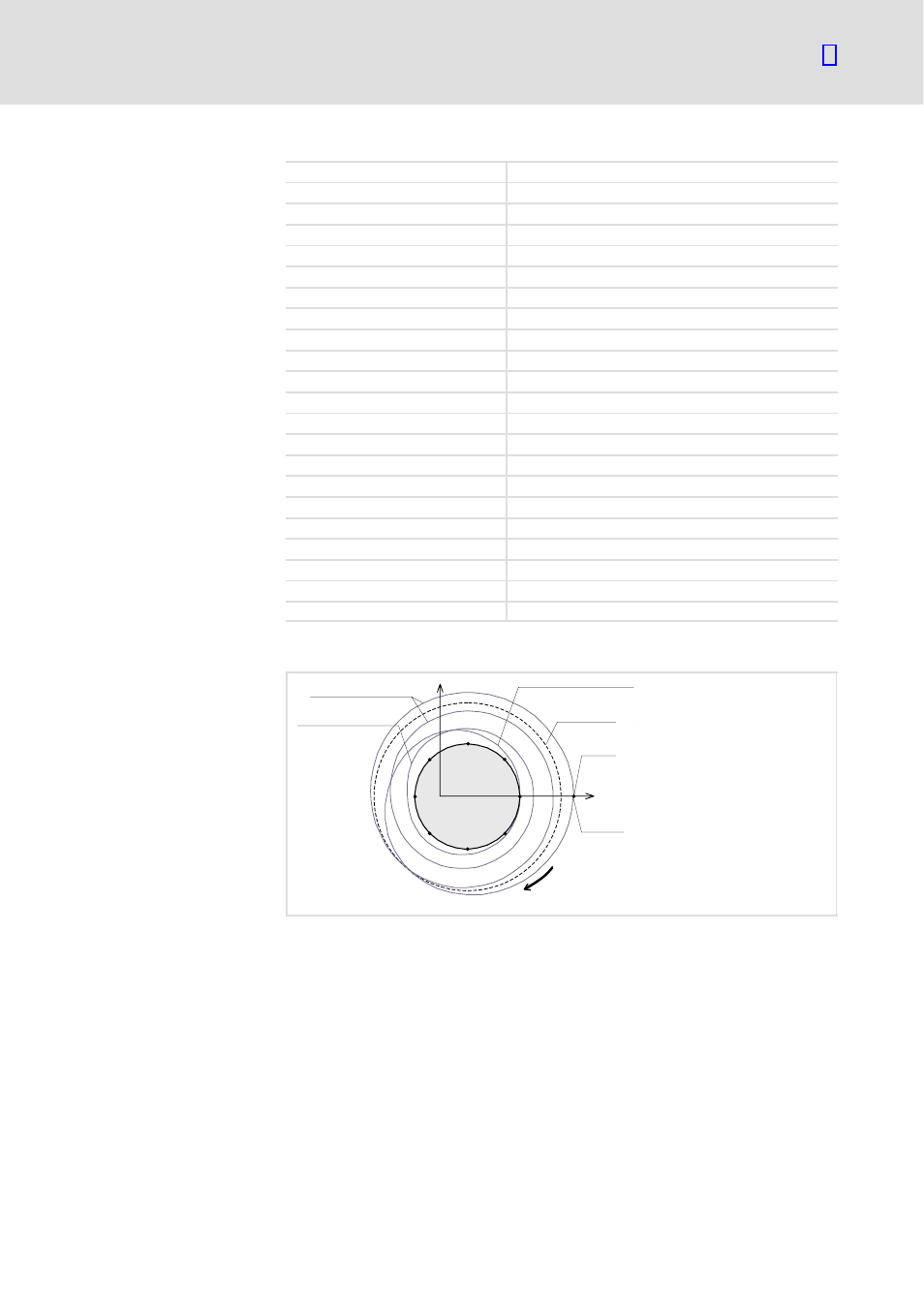
Position of X−axis in the Cartesian coordinate system:
C0
C90
Drehrichtung
des Werkstücks
G143 X15 D7.5 L3 F5000
G143 X5 D5 L3 F5000 I1
Anfangsaufmass
Startpunkt
2
0
1
ETCN052
0 Start overmeasure
1 Starting point
2 Direction of rotation of the workpiece
The workpiece is only approached during the first revolution because the
actual overmeasure is smaller than the defined overmeasure.
The withdrawal from the finished profile also takes place via G143, by
programming the overmeasure and the positioning amount negatively.
Example