Siemens Sinumerik 810T User Manual
Page 44
09.91
2 Operation
2.1.2 SINUMERIK 810T operator interface with external machine control panel
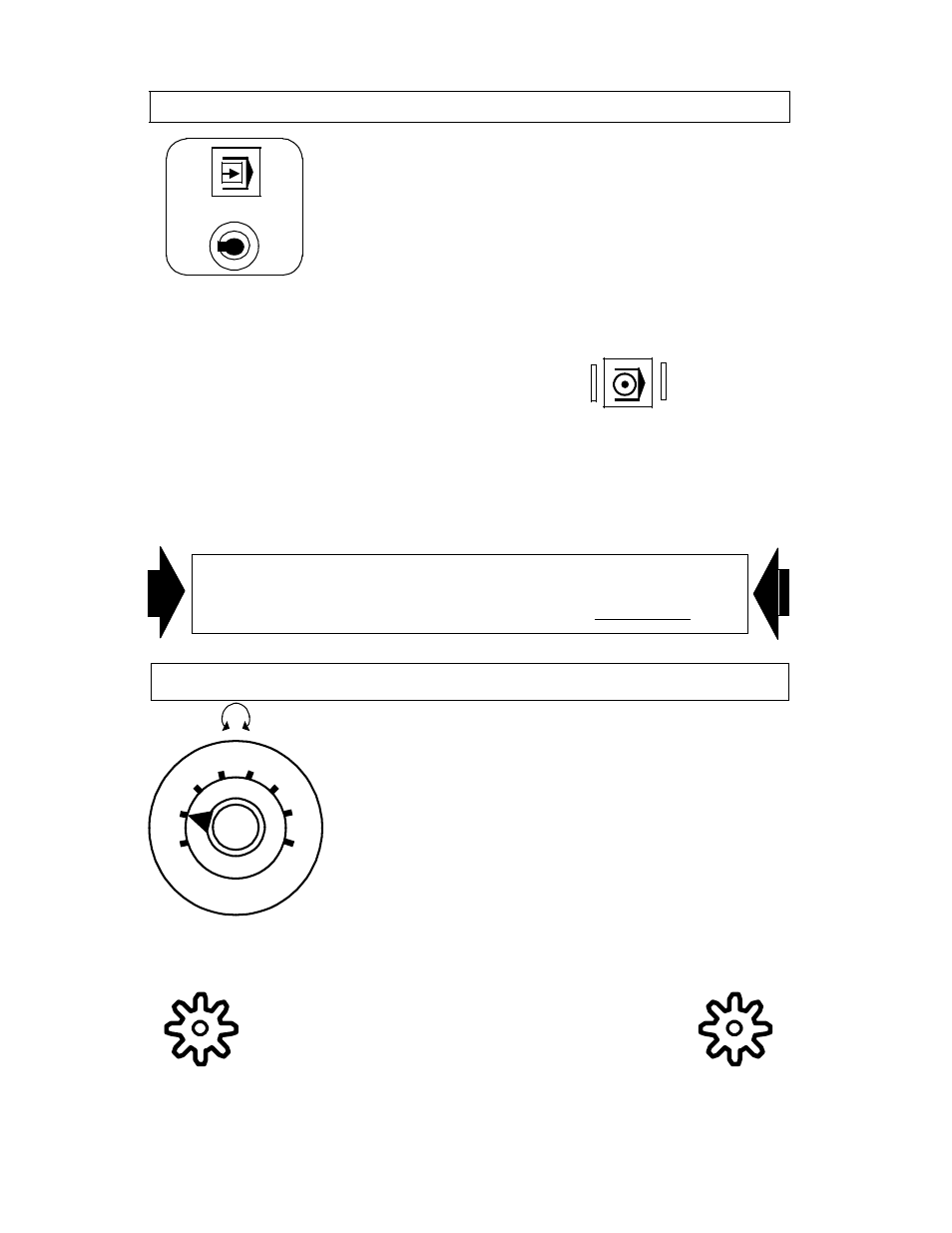
This key enables you to run a program on a block-by-block basis in
the ”AUTOMATIC” operating mode.
When the switch is in position
”
0 ”
:
Single block operation is
not active!
When the switch is in position
” I ”
:
Single block operation is
active!
When single block operation is active :
•
the ”SBL” (Single block) message is shown on the first line of
the CRT (2.1.1.1)
•
the current part program block is
processed only when you press
the ”Program start” key
•
when the block has been processed, the ”HOLD SINGLE
BLOCK” message is displayed on the CRT
•
when you operate the ”Program start” key again, the next
block is transferred and processed etc...
Single block switch
I
O
For certain functions (”coordinate rotation”, ”soft approach to contour”),
the control inserts further blocks. Depending on the number of blocks
inserted the ”program start” key must be pressed several times.
•
The rotary switch, with 16 latched positions, enables you to
decrease or increase the programmed spindle speed ”S”
(relative to 100%).
•
The actual function of the switch depends on a machine data.
•
The set spindle speed value ”S” is displayed on the
CRT as an absolute value and as a percentage.
Control range:
50% ..... 120% of the programmed spindle
speed.
Step increment:
5% from position to position.
Spindle speed override switch
50
60
70
80
90
100
110
120
%
S
The step increment and control range specified apply
to standard machine data.
© Siemens AG 1990 All Rights Reserved 6ZB5 410-0EP02
2-27
SINUMERIK 810T, GA3 (BN)