Siemens Sinumerik 810T User Manual
Page 29
01.93
2 Operation
2.1.1 SINUMERIK 810T operator interface
with integrated machine control panel
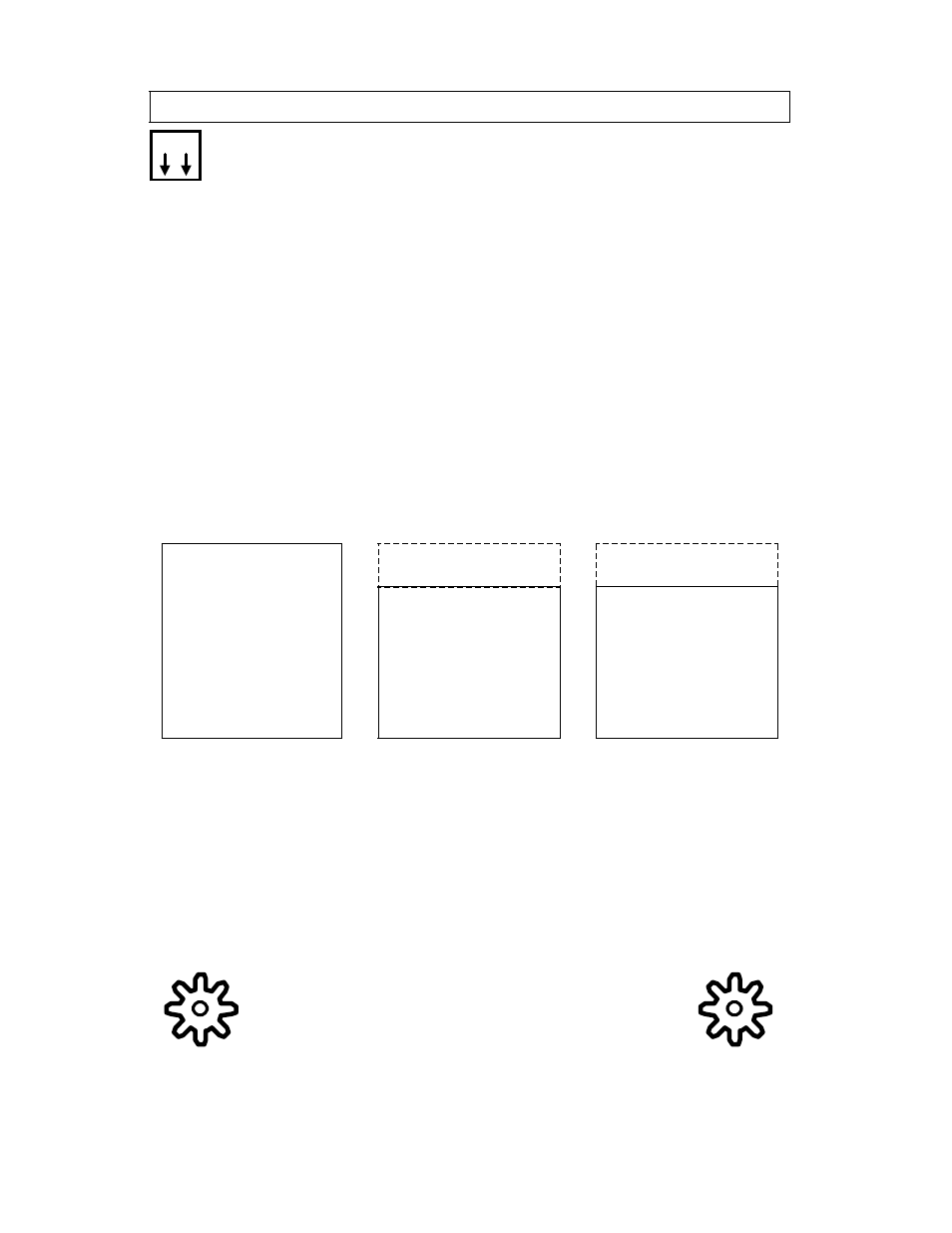
Channel changeover
The SINUMERIK 810T has 3 channels:
•
By pressing this key once, you change to the next higher
channel number compared with the number presently displayed.
•
By pressing the key again, the next channel is selected, etc.
Channel structure:
The 3 channels mean:
Channel 1:
Main channel for executing part programs
and spindle programming
Channel 2 :
Auxiliary channel for executing programs for
additional axes or for computational functions in the background.,
Channel 3 :
Graphic simulation for program representation on the screen.
(Note: the ”GRAPHIC SIMULATION” function can be ordered as an option.)
In addition to the other structural operations such as program editing and interface control parallel to
processing, the channels make simultaneous processing of two different programs possible.
It is basically possible to operate all 3 channels at the same time. However, in the case of a few functions
collision problems will occur.
Function range of channels (
• ...
functions not implemented
):
• Auxiliary function display
• NC-PLC data transfer
• Blueprint programming
• TNRC
Channel 1
Channel 3
Except for the functions which are not implemented, the auxiliary channel (channel 2) is a full channel. The
main task of this channel is to carry out calculations which are running in the background or to execute
auxiliary movements. (e.g. tool change, ...)
One and the same axis can be moved in channel 1 and channel 2 if it can be ruled out that a drive command is
given from channels 1 and 2 at the same time (....Alarm 180*:”Axis programmed in both channels”.)
The main function of the auxiliary channel (operated from the PLC simultaneously with the main channel) is
however to operate loader axes. Under the above-mentioned conditions it is possible, however, to implement
other concepts using the auxiliary channel, so that a wide range of applications is possible.
As it is only possible to transfer M-functions from channel 2 to the PLC, the possibilities for data exchange are
limited.
1...n
Channel 2
Please refer to the machine tool manufacturers'
documentation:
-
Is channel changeover used ?
-
Which axes are allocated to which channel?
© Siemens AG 1990 All Rights Reserved 6ZB5 410-0EP02
2-13
SINUMERIK 810T, GA3 (BN)