5 zero offset – Siemens Sinumerik 810T User Manual
Page 116
11.90
3 Operating Sequences
3.1.5 Zero offset
3.1.5
Zero offset
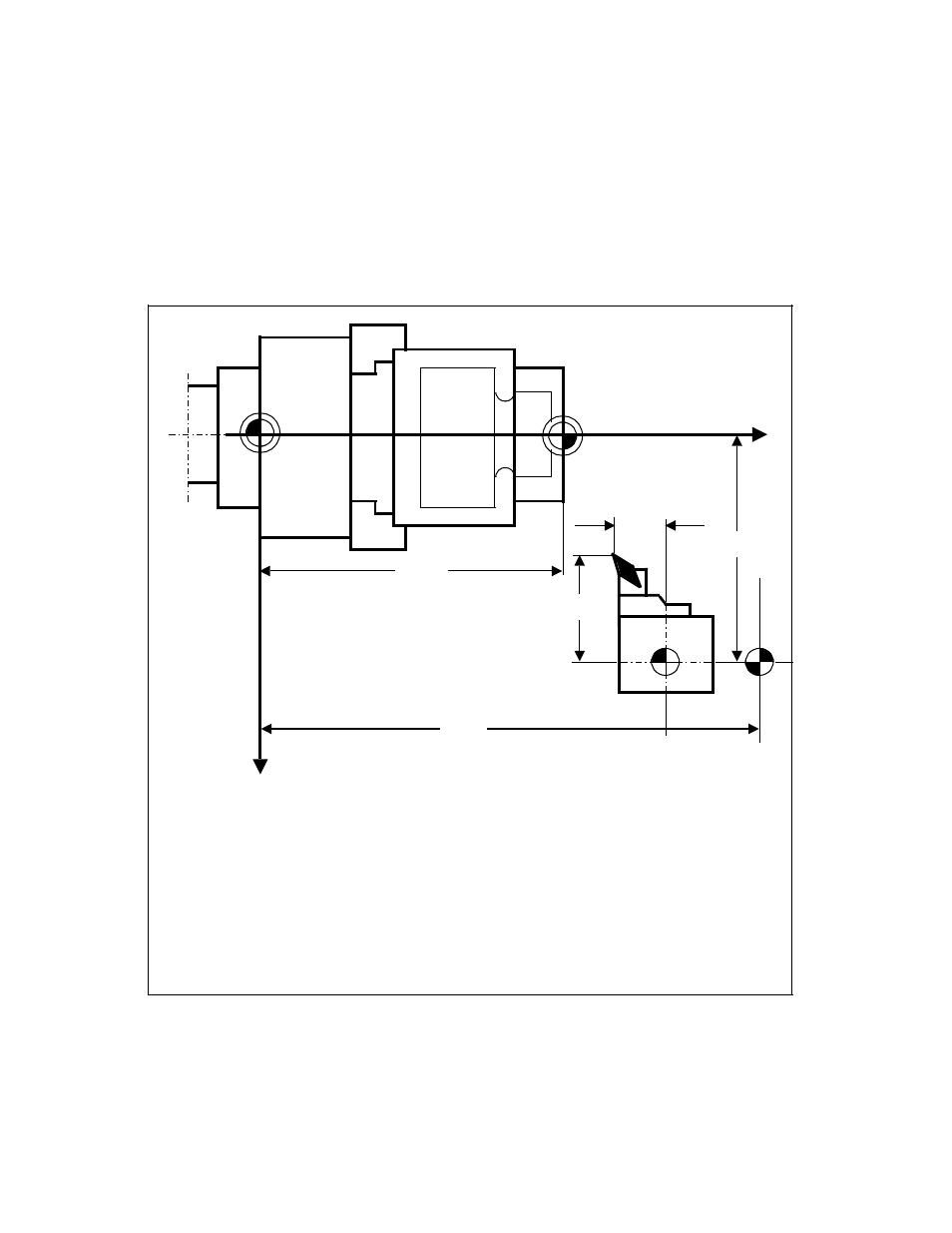
The actual position memory, and therefore the actual position display, are referred to the
machine zero point ”M” after traversing to the reference point.
The machining program for the workpiece is referred to the workpiece zero point ”W”.
Machine zero point ”M” and workpiece zero point ”W” are not identical. The dimensions
between the machine zero point ”M” and the workpiece zero point ”W” can vary, depending
upon the type and fixing of the workpiece. The zero offset will allow for this during program
operation.
+Z
P
W
M
+X
ZFP
ZMR
XFP
F
ZMW
R
XMR
P
Tool setting point
M
Machine zero point
W
Workpiece zero point
R
Machine reference point
F
Slide reference point
XMR, ZMR
Reference point coordinates
ZMW
Zero offset
XFP
Tool geometry L1
ZFP
Tool geometry L2
© Siemens AG 1990 All Rights Reserved 6ZB5 410-0EP02
3-17
SINUMERIK 810T, GA3 (BN)