2 machining, 1 starting a part program – Siemens Sinumerik 810T User Manual
Page 192
01.93
3 Operating Sequences
3.2 Machining
3.2
Machining
3.2.1
Starting a part program
Before starting a part program, the control and machine must be set up
for processing the part program. The axis positions programmed in the
current block are approached with linear interpolation.
Caution: danger of collision!!
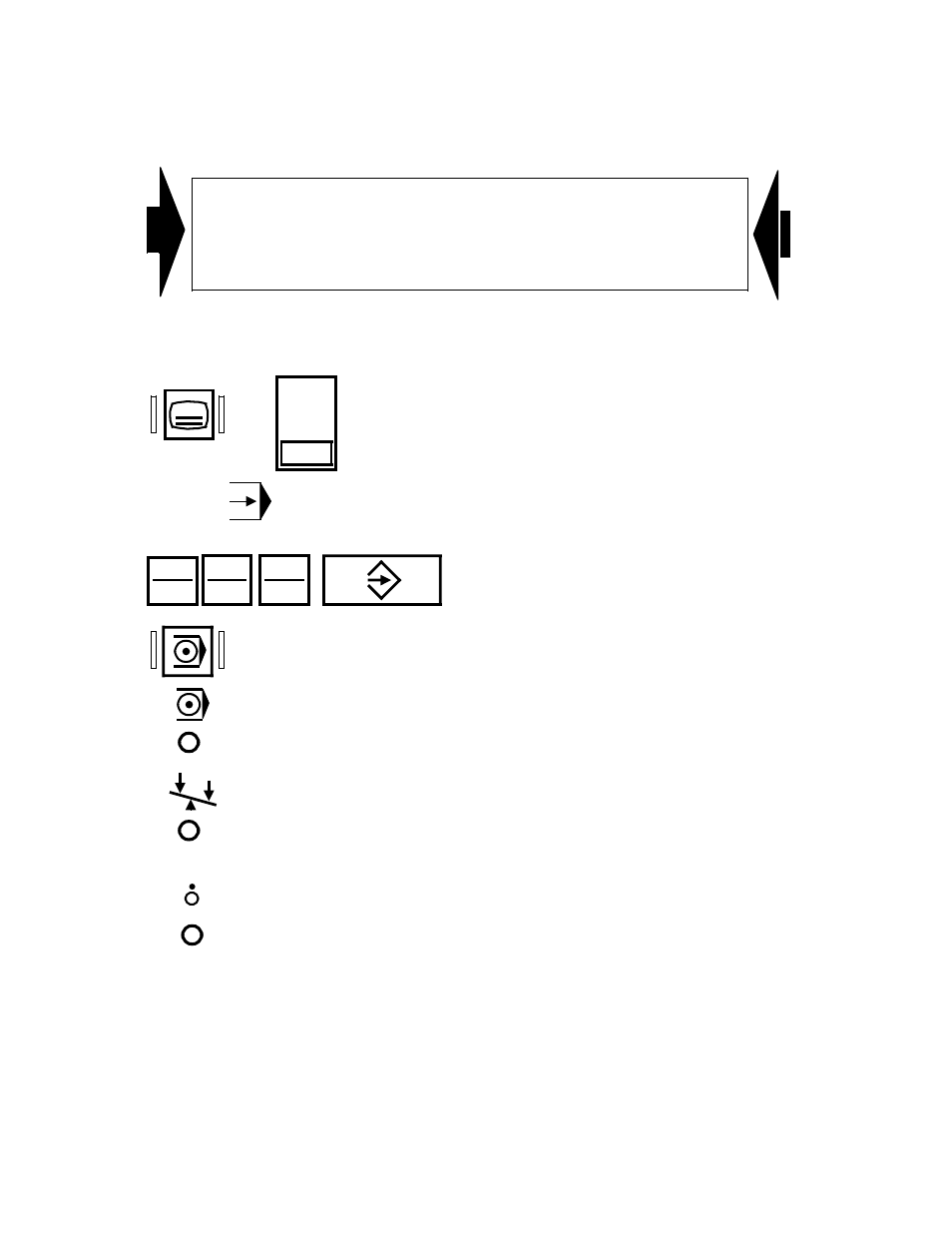
Operate the operating mode selector key on
the integrated machine control panel, and
select the ”AUTOMATIC” softkey, or...
Enter the desired part program number,
- ”%88” in the example - and store it with
the input key.
... set the operating mode selector switch on
the external machine control panel to this
symbol.
Operate the ”Program start” key on the
machine control panel.
The green ”Program running” LED display
lights up.
The green ”Position not yet reached” LED
display is bright until all axes have reached
their set positions.
AUTO-
MATIC
and
or
8
C
8
C
When the red ”Feed hold” LED display is
bright, the feed motion is stopped.
The feed enable signal from the PLC is
missing. Remove the feed inhibit in accordance
with the instructions of the machine tool
manuf´acturer. The red ”Feed hold” LED display
will then be extinguished.
%
After the program start, either ”CURRENT VALUES” or ”CURRENT BLOCK” appear on the
CRT display.
© Siemens AG 1990 All Rights Reserved 6ZB5 410-0EP02
3-89
SINUMERIK 810T, GA3 (BN)