0 tool number, 1 tool type – Siemens Sinumerik 810T User Manual
Page 103
01.93
3 Operating Sequences
3.1.4 Tool offset
0 Tool number
The input field marked P = ”0” is intended for the input
of a max. 8-digit ”tool number”.
Normally entries are not required except when using
flexible tool management!
Whether tool numbers are used or not is fixed in
machine data (MD).
1 Tool type
S
S
S
S
S
P1 = 4
P1 = 1
P1 = 8
P1 = 6
P
P
P
P
S
S
S
P
P
P1 = 5
P1= 7
P1 = 3
P1 = 2
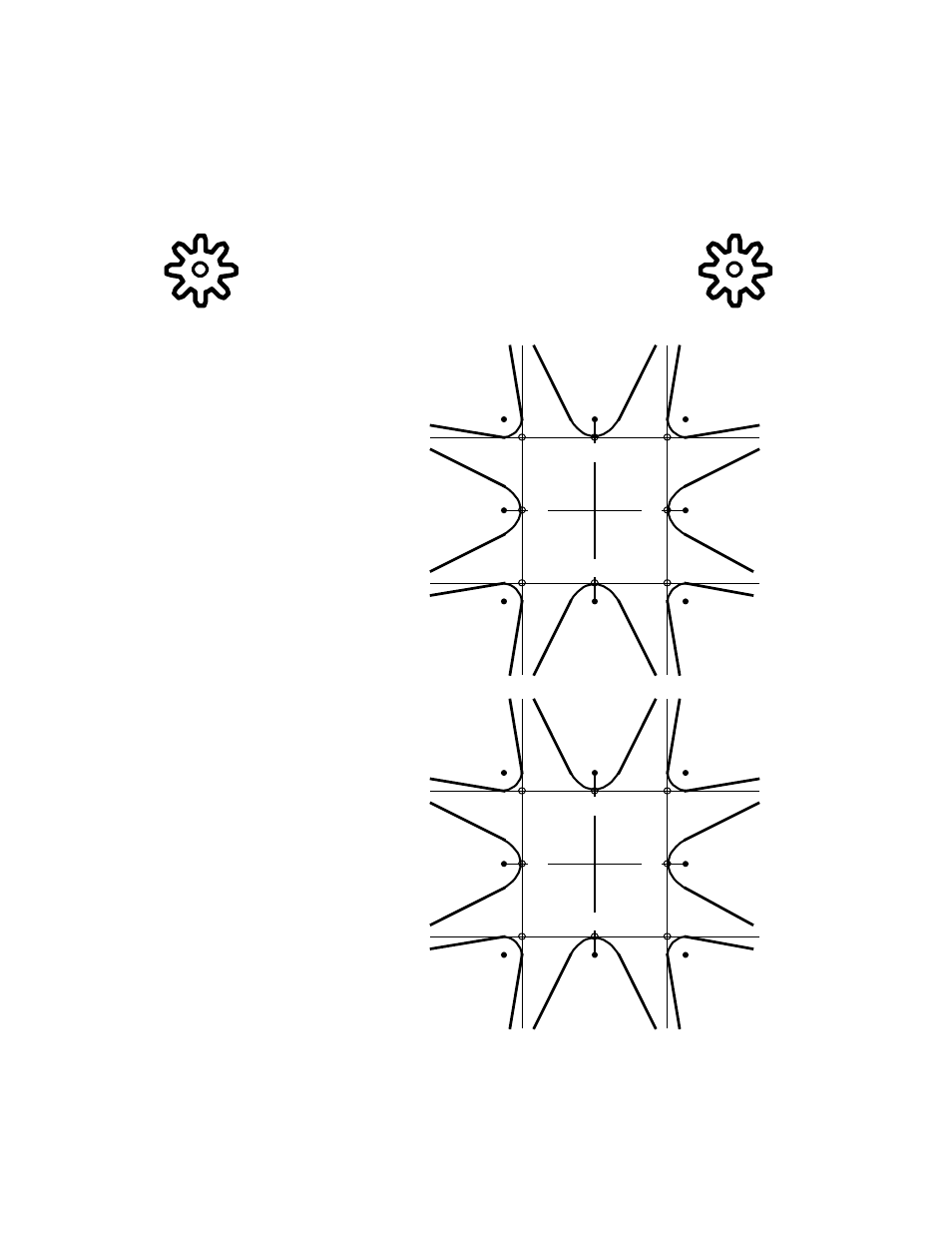
Under identification ”1” you enter
the cutter centre point ”S”
( Reference Point: ”P”) into the
”Tool type” input field.
The input values ”P1 = 1” to
”P1 = 9” are available:
S
S
S
S
S
S
P
P
P
P
S
S
P
P
P1= 2
P1= 3
P1 = 6
P1= 8
P1 = 1
P1 = 5
P1=7
P1=4
The adjoining diagram shows
which values you should select
for machining behind the
turning centre.
P1=9 is valid when the cutter
centre point ”S” is the reference
point.
The adjoining diagram shows
which values you should select
for machining in front of the
turning centre.
P1=9 is valid when the cutter
centre point ”S” is the reference
point.
© Siemens AG 1990 All Rights Reserved 6ZB5 410-0EP02
3-5
SINUMERIK 810T, GA3 (BN)