IAI America SSEL User Manual
Page 200
178
Part 2 Programs
z MVLI (Move via incremental interpolation)
Command, declaration
Extension condition
(LD, A, O, AB, OB)
Input condition
(I/O, flag)
Command,
declaration
Operand 1
Operand 2
Output
(Output, flag)
Optional Optional MVLI
Position
number
Prohibited PE
[Function]
Move the actuator, with interpolation, from the current position by the travel distance corresponding to
the position number specified in operand 1.
The output will turn OFF at the start of axis movement, and turn ON when the movement is complete.
[Example 1]
VEL
100
Set the speed to 100 mm/s.
MVLI
1
If the current position is (50, 50) and position No. 1 is set to (150,
100), the axes will move 150 in the X direction and 100 in the Y
direction (200, 150) from the current position, with interpolation.
[Example 2]
VEL
100
Set the speed to 100 mm/s.
LET
1
2
Assign 2 to variable 1.
MVLI
*1
Move from the current position by the travel distance corresponding
to the content of variable 1 (position No. 2, or (100, 100)).
Position Data Display in PC Software
No. Axis
1
(X-axis)
Axis 2
(Y-axis)
Vel Acc Dcl
1 150.000 100.000
2 100.000 100.000
(Note)
If acceleration and deceleration are not specified by position data or ACC (DCL) commands, the actuator
operates at the default values set in all-axis parameter No. 11, “Default acceleration” and all-axis
parameter No. 12, “Default deceleration.”
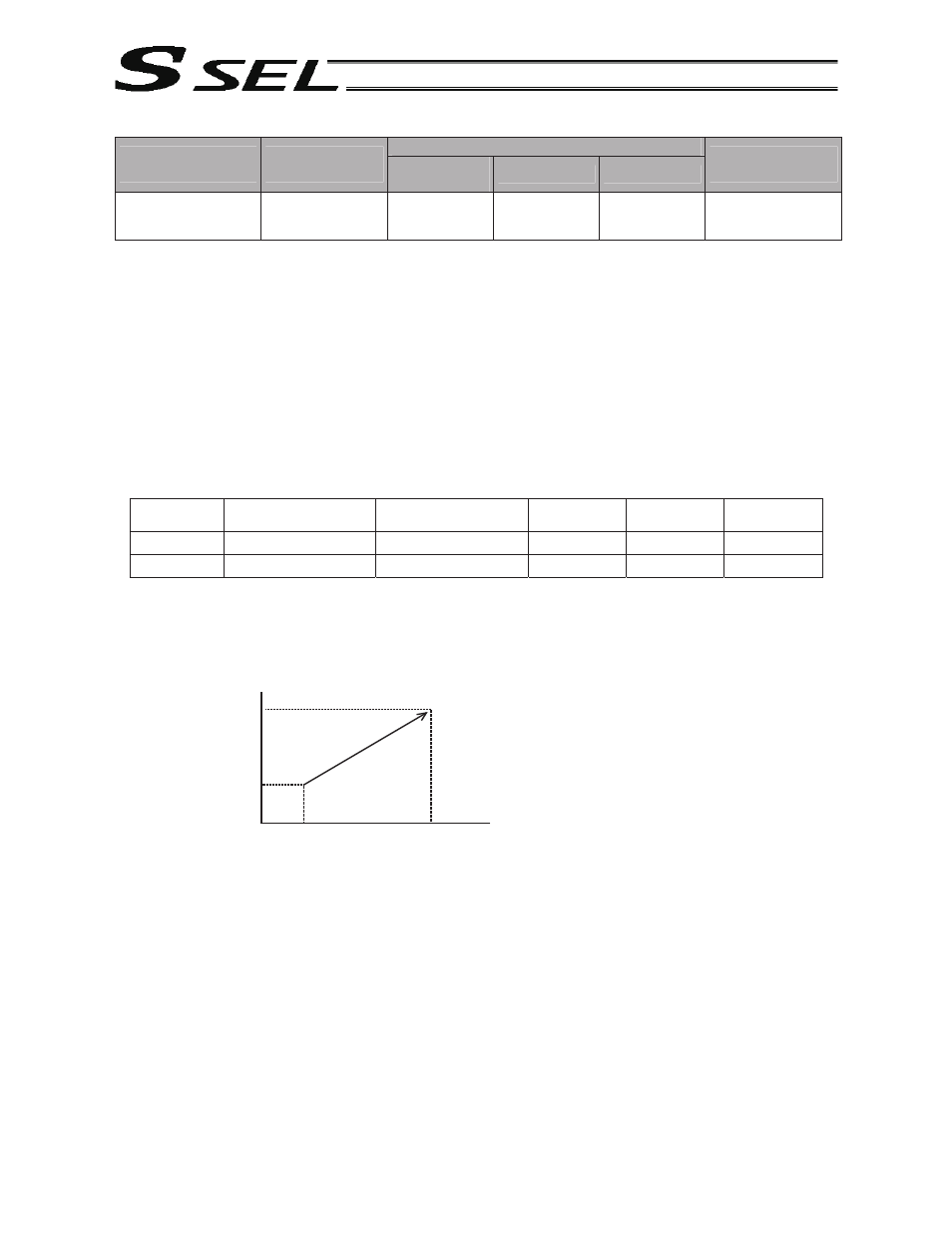
Travel path from (50, 50) by the travel distance corresponding to position No. 1 (150, 100)
(Note) If the specified travel distance is equal to or less than the travel distance per encoder pulse [mm/pulse], the
axis may not move.
[Calculation formula of travel distance per encoder pulse]
Rotary
encoder
Travel distance per encoder pulse [mm/pulse] =
(Screw lead [0.001 mm] x Gear ratio numerator)
/ (Encoder resolution [pulses/rev] x Gear ratio denominator
/ (2 ^ Encoder division ratio)
Linear
encoder
Travel distance per encoder pulse [mm/pulse] =
Encoder resolution (0.001
Pm/pulse) x 1000
/ (2 ^ Encoder division ratio)
(Reference) Use the values of the following parameters for the above calculation formulas:
Encoder resolution:
Axis-specific parameter No. 42
Encoder division ratio: Axis-specific parameter No. 43
Screw lead:
Axis-specific parameter No. 47
Gear ratio numerator:
Axis-specific parameter No. 50
Gear ratio denominator: Axis-specific parameter No. 51
X-axis
Y-axis
The X and Y-axes complete
movement simultaneously.
The tip of each axis moves at
100 mm/s.
Home 0
50 mm
50 mm
200 mm
150 mm