HEIDENHAIN TNC 306 Technical Manual User Manual
Page 245
2/97
TNC 406/TNC 306
15 Commissioning and start-up procedure
4-145
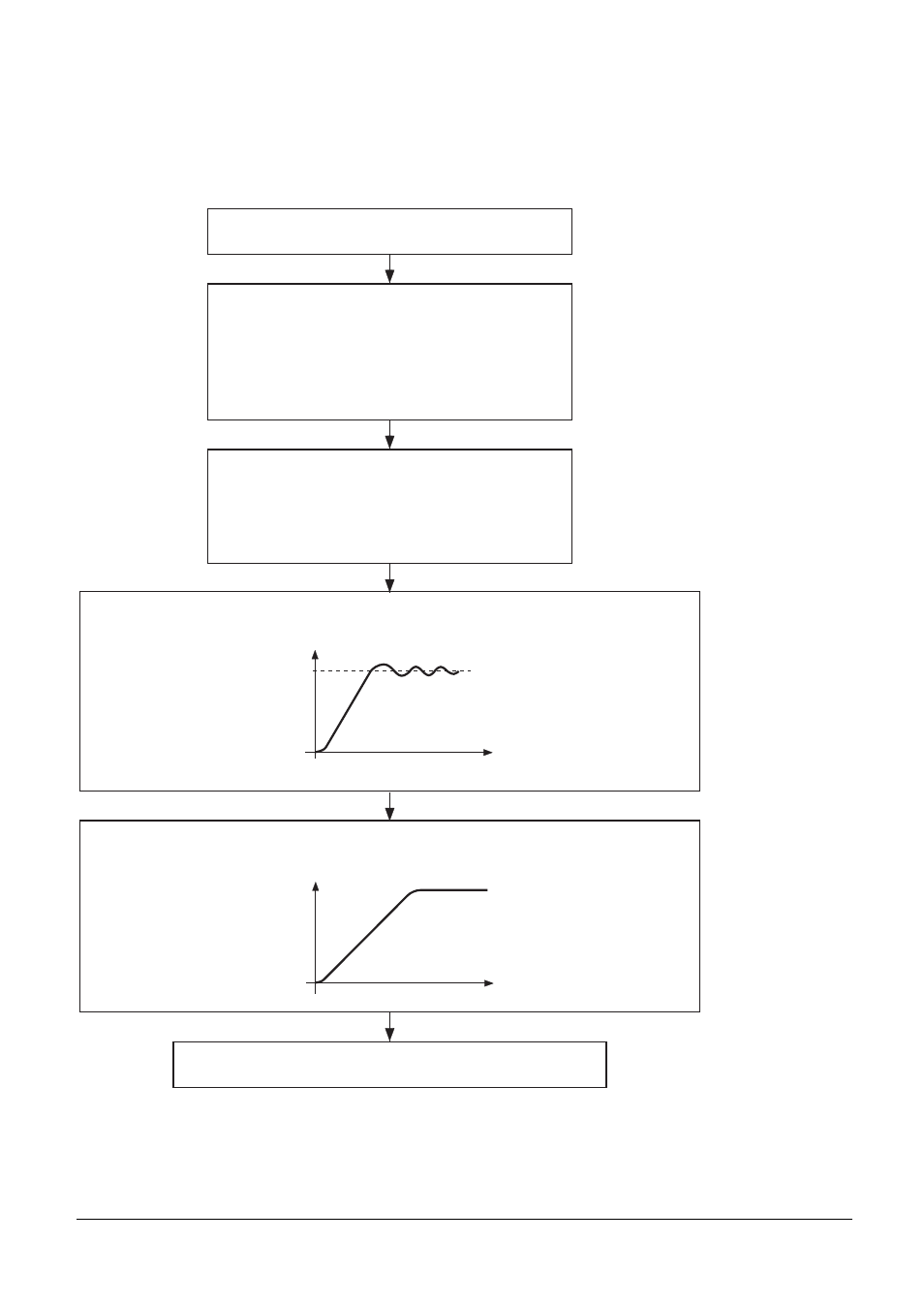
Kv factor
Adjust the Kv factor (MP1810) so that the voltage characteristic is as described in the section "Servo
positioning." If a different Kv factor is required for rapid traverse to that for the machining feed rate, it
must be optimized separately.
Optimize Kv factor for the machining feed rate (X axis)
MP1810: Increase entry value until position loop oscillates or
until an overshoot occurs after the acceleration ramp.
➀
Machining feed
MP1810 (kv factor): Reduce entry value until no oscillations are detectable.
U [V]
t [s]
U [V]
t [s]
➀
Connect storage oscilloscope to tachometer
of the servo-amplifier of X axis.
Enter following program in
"PROGRAMMING AND EDITING"
operating mode:
LBL 1
X 100
1)
R0 F
2)
...
X 0 R0 F
2)
...
CALL LBL 1 REP 100/100
Press machine START button in the
"PROGRAM RUN/FULL SEQUENCE"
operating mode. Machine runs.
Note: Set feed override to 100%.
Repeat adjustment for axes Y, Z, IV and V.
1)
Program the traverse paths for the axis concerned as large as possible.
2)
Enter the max. feed rate for machining.
For axes which are mutually interpolated the Kv factors must be the same.
In this case the worst axis determines the entry value.