Axis designation, 2 axis designation – HEIDENHAIN TNC 306 Technical Manual User Manual
Page 110
4-10
TNC 406/TNC 306
1 Machine axes
3/97
1.2 Axis designation
The coordinate axes and their directions of travel are standardized in ISO 841.
It is easy to determine the directions of traverse by using the "right-hand rule":
+Z
+Y
+X
In the direction of the spindle axis the convention is:
The movement of the tool towards the workpiece is the negative direction of traverse.
NC programs are always written assuming that the tool moves and the workpiece remains
stationary.
If it is the workpiece that moves rather than the tool, then the direction of motion and the direction
of the axis are opposite to each other. The positive relative directions of movement are then
designated +X', +Y' etc.
+X
+X´
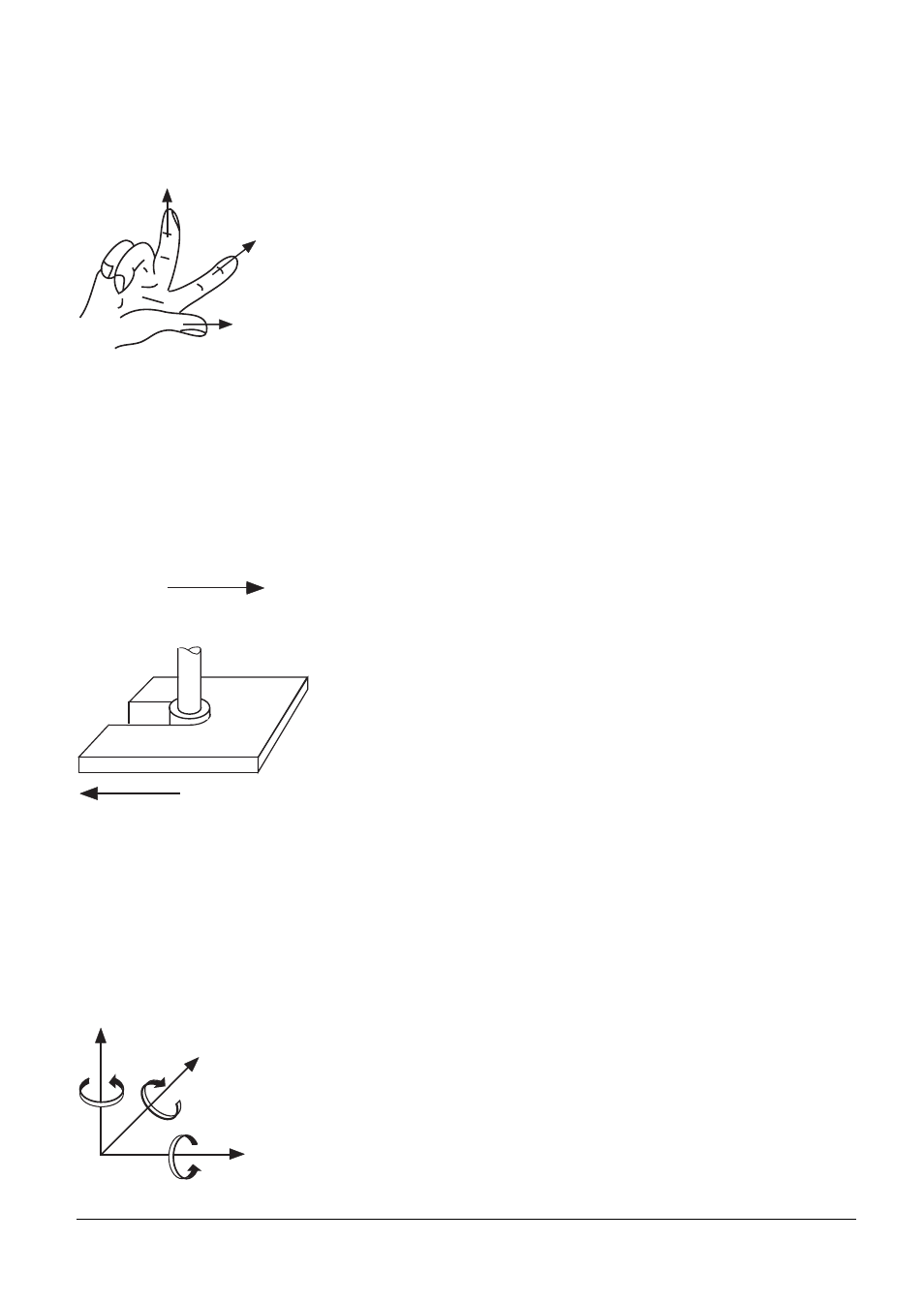
The fourth axis can be used as an axis of rotation.
While the three main axes have the standard designations X, Y and Z, the designations of the fourth
axis can be selected by a machine parameter.
An axis of rotation is designated by the letter A, B or C. The correlation with the principle axes and
determination of the direction of rotation is standardized in ISO 841.
+Z
+Y
+X
+A
+B
+C