Reference marks, 2 reference marks – HEIDENHAIN TNC 306 Technical Manual User Manual
Page 127
3/97
TNC 406/TNC 306
2 Reference marks
4-27
2 Reference marks
When a datum point is set, a definite position value (coordinate) is assigned to each axis position for
workpiece machining. Since the actual position value is established incrementally by the encoder,
this correlation between axis positions and position values must be re-established after every power
interruption.
HEIDENHAIN linear encoders are therefore equipped with one or more reference marks. When the
scanning head of the encoder passes over a reference mark, a signal is generated which identifies
that particular position as a reference point. Passing over the reference marks after a power
interruption re-establishes the relationship between axis positions and display values (and, at the
same time, the fixed machine relationships) last defined by datum setting.
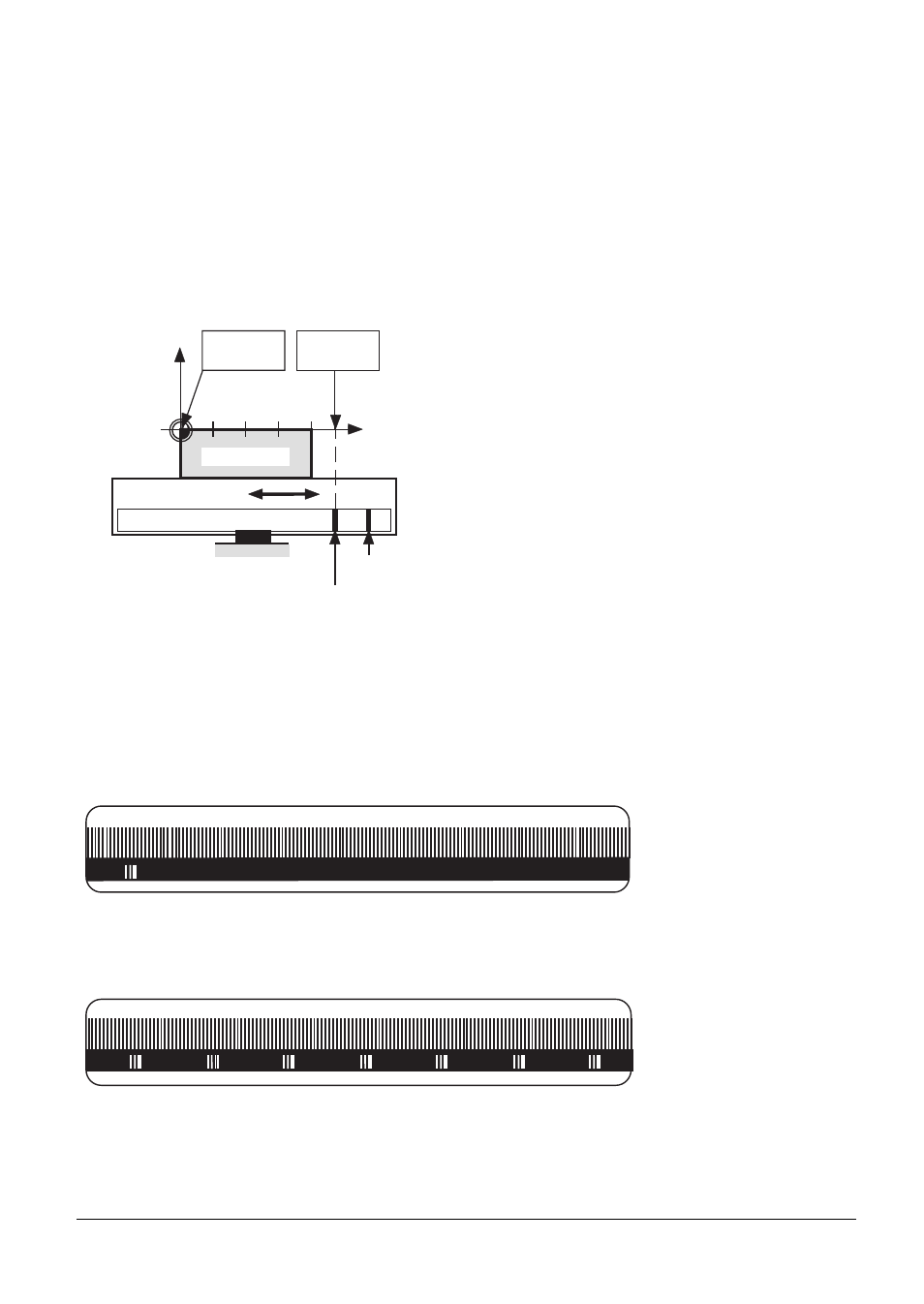
Measuring system
Machine table
REF Value
0
10 20 30 40
Machine datum
+Z
+X
0
Workpiece
datum
Workpiece
Reference mark
REF Value
–44.985
Since it is often inconvenient to re-establish the reference points by traversing large distances after
switch-on, HEIDENHAIN recommends the use of encoders with distance-coded reference marks.
With this kind of encoder the absolute position is available after crossing two reference marks.
The scale graduation consists of the line grating and a reference mark track which runs parallel to it.
The distances between any two consecutive reference marks are defined differently, so that the
absolute position of the machine slide can be determined from this distance.
Scale with distance-coded reference marks
Scale with one reference mark