Axis error compensation, 1 linear axis error compensation, 6 axis error compensation – HEIDENHAIN TNC 306 Technical Manual User Manual
Page 118
4-18
TNC 406/TNC 306
1 Machine axes
3/97
1.6 Axis error compensation
The HEIDENHAIN contouring control can compensate for mechanical defects in the machine.
The following axis error compensation is possible:
– linear axis error compensation,
– non-linear axis error compensation,
Either linear or non-linear axis error compensation can be activated.
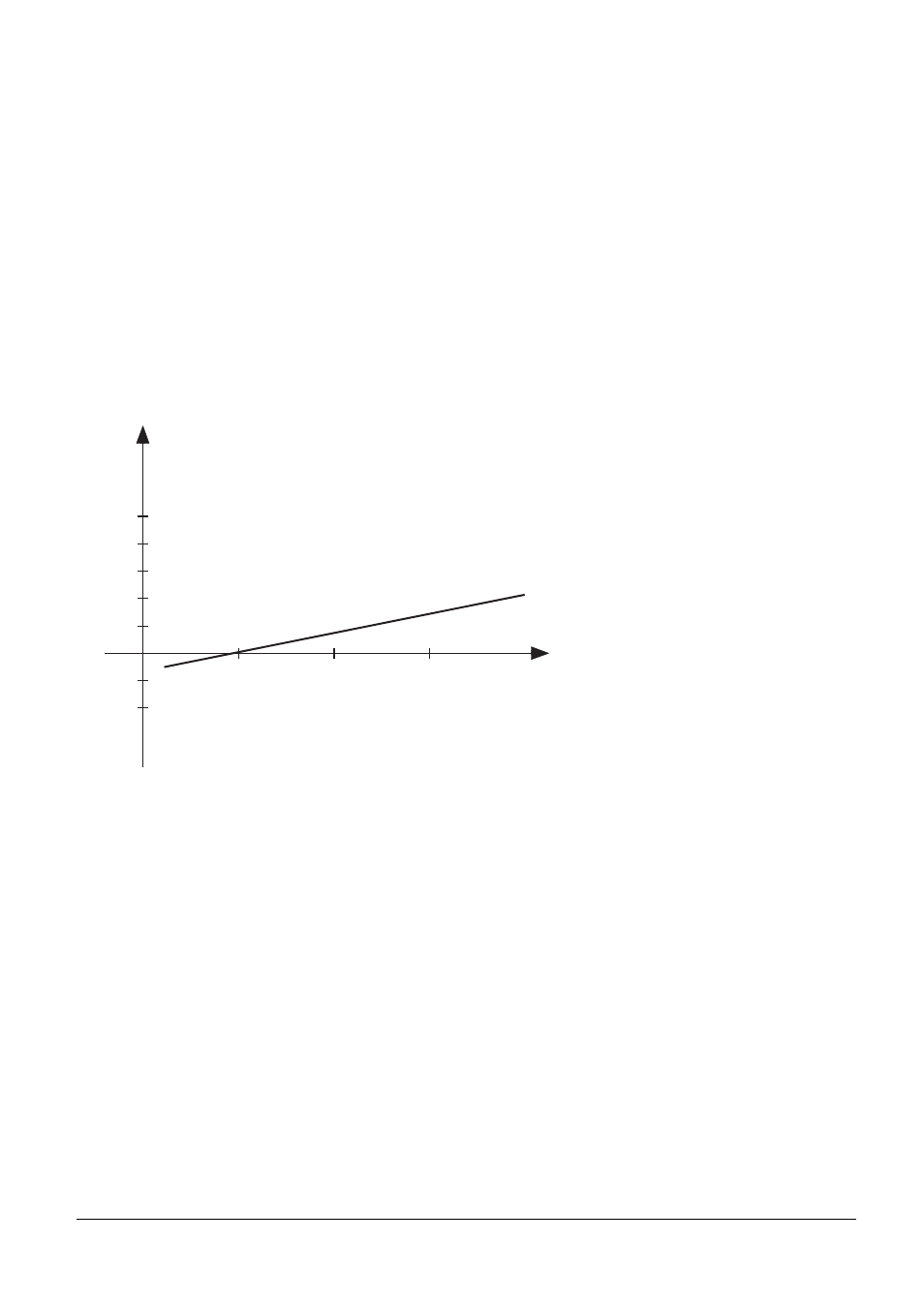
1.6.1 Linear axis error compensation
One linear axis error can be compensated per axis. The axis error is entered, with the correct sign, in
machine parameter MP720. The error is positive if the table travel is too long, and negative if the
travel is too short.
Ref. mark 500 1000 Measuring system
[mm]
0.02
0.01
-0.01
-0.02
0
Error
[mm]
MP720
Linear axis error compensation
Entry range: –1.000 to +1.000 in [mm/m] or [1°/1000°]
MP720.0
X axis
MP720.1 Y
axis
MP720.2 Z
axis
MP720.3 Axis
4
MP720.4 * Axis
5
* only TNC 406