Control with lag, 2 control with lag – HEIDENHAIN TNC 306 Technical Manual User Manual
Page 139
3/97
TNC 406/TNC 306
3 Servo positioning of the NC-axes
4-39
3.2 Control with lag
Two control methods are possible with the control:
1. Control with lag
2. Control with feed forward control only during erosion (see "Gap control with feed forward
control")
During operation the TNC automatically selects the appropriate control method.
Control with lag
Control with lag means that there is a difference (lag) between the nominal position of the axes as
defined by the NC and their actual position. Control would not be possible without this lag.
In the operating modes "Positioning with manual input", "Program run/single block" and "Program
run/full sequence" positioning without eroding (M37) is always with lag.
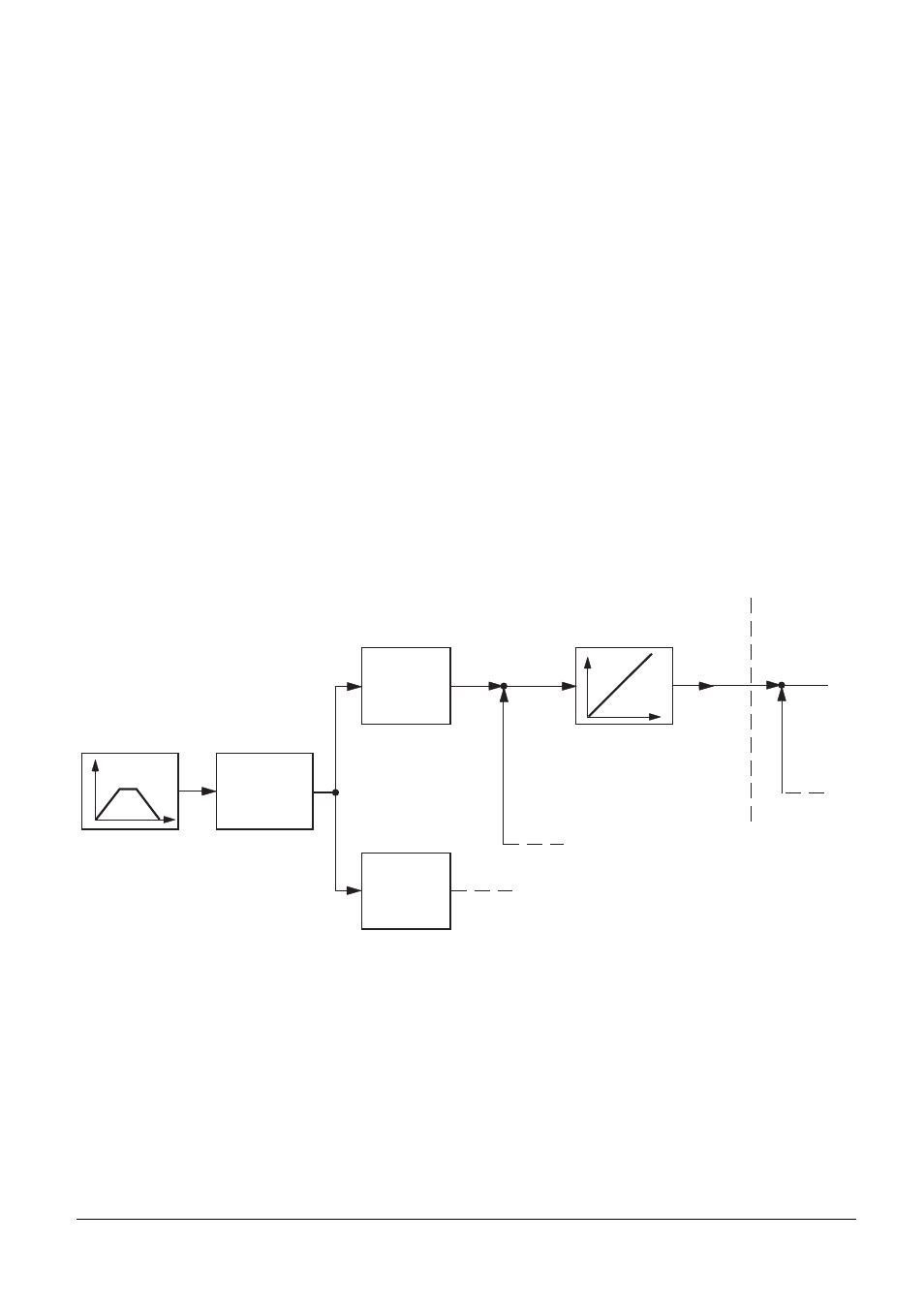
Lag operation is depicted in simplified form in the following block diagram for the X axis. It shows a
part of the cascade control mentioned previously.
All machine parameters which influence the control characteristic are shown here.
Y
S
v
t
➀
➁
➂
X
S
Vx
sax
s
ax
+ ➃
➄
v
x
Noml+
Servo
amplifier
+
-
v
x
Actl
Acceleration:
MP1060
kv factor: MP1810
s=s
0
+v·
∆t
X
Actl
X
Noml
-
v=
a·
t
v
=
k
v
·s a
x