2 non-linear axis error compensation – HEIDENHAIN TNC 306 Technical Manual User Manual
Page 119
3/97
TNC 406/TNC 306
1 Machine axes
4-19
1.6.2 Non-linear axis error compensation
Depending on the design of the machine or external factors (e.g. temperature) a non-linear axis error
can occur.
Such an axis error is usually determined by a comparator measuring instrument (such as HEIDENHAIN
VM 101).
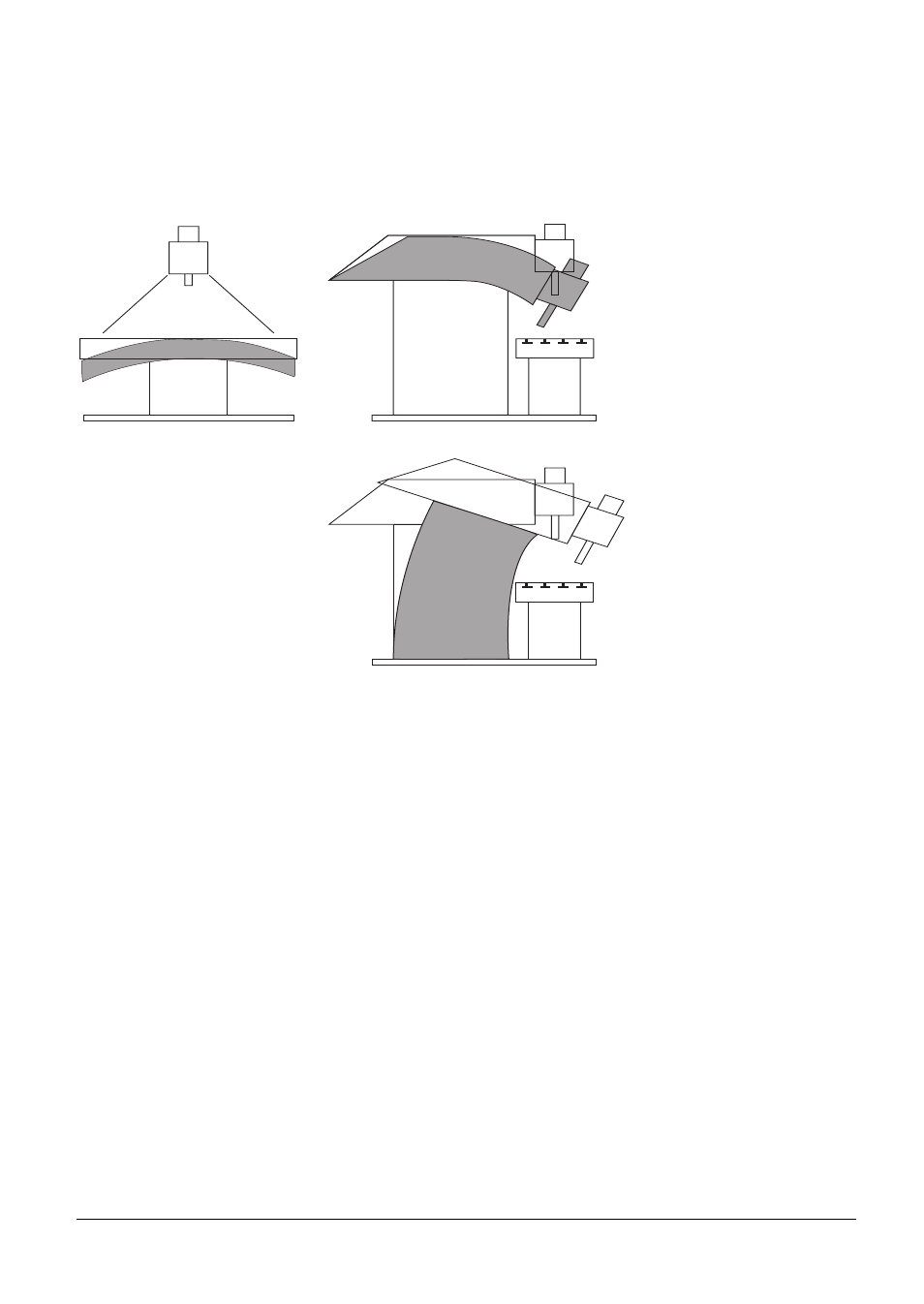
For example, the lead-screw pitch error for the Z axis (Z=F(Z)) or the sag as a function of the Y axis
(Z=F(Y)) could be measured.
In the HEIDENHAIN contouring control, an axis can only be corrected as a function of one error-
related axis. So in our example either the lead-screw pitch or the sag can be compensated. For each
of the four axes one table of corrections with 64 correction values per table can be entered. The
following definitions must be fixed for this purpose:
Correlation:
Correction as a function of which axis?
(X=F(X); X=F(Y) etc.)
Datum point:
Distance to the reference mark of the encoder.
The error curve must always start with
correction value = 0 at the datum point.
Distance:
Distance between the correction points (grid).
entry of the exponent to base 2
(e.g. entry 11 = 2
11
= 2,048 mm).
When determining the error curve with the aid of a comparator measuring instrument, the above
definitions must be already taken into account.