HEIDENHAIN TNC 306 Technical Manual User Manual
Page 117
3/97
TNC 406/TNC 306
1 Machine axes
4-17
M2548
Reset of accumulated distance for
PLC
NC
lubrication X axis
M2549
Reset of accumulated distance for
lubrication Y axis
M2550
Reset of accumulated distance for
lubrication Z axis
M2551
Reset of accumulated distance for
lubrication axis 4
M2576*
Reset of accumulated distance for
lubrication axis 5
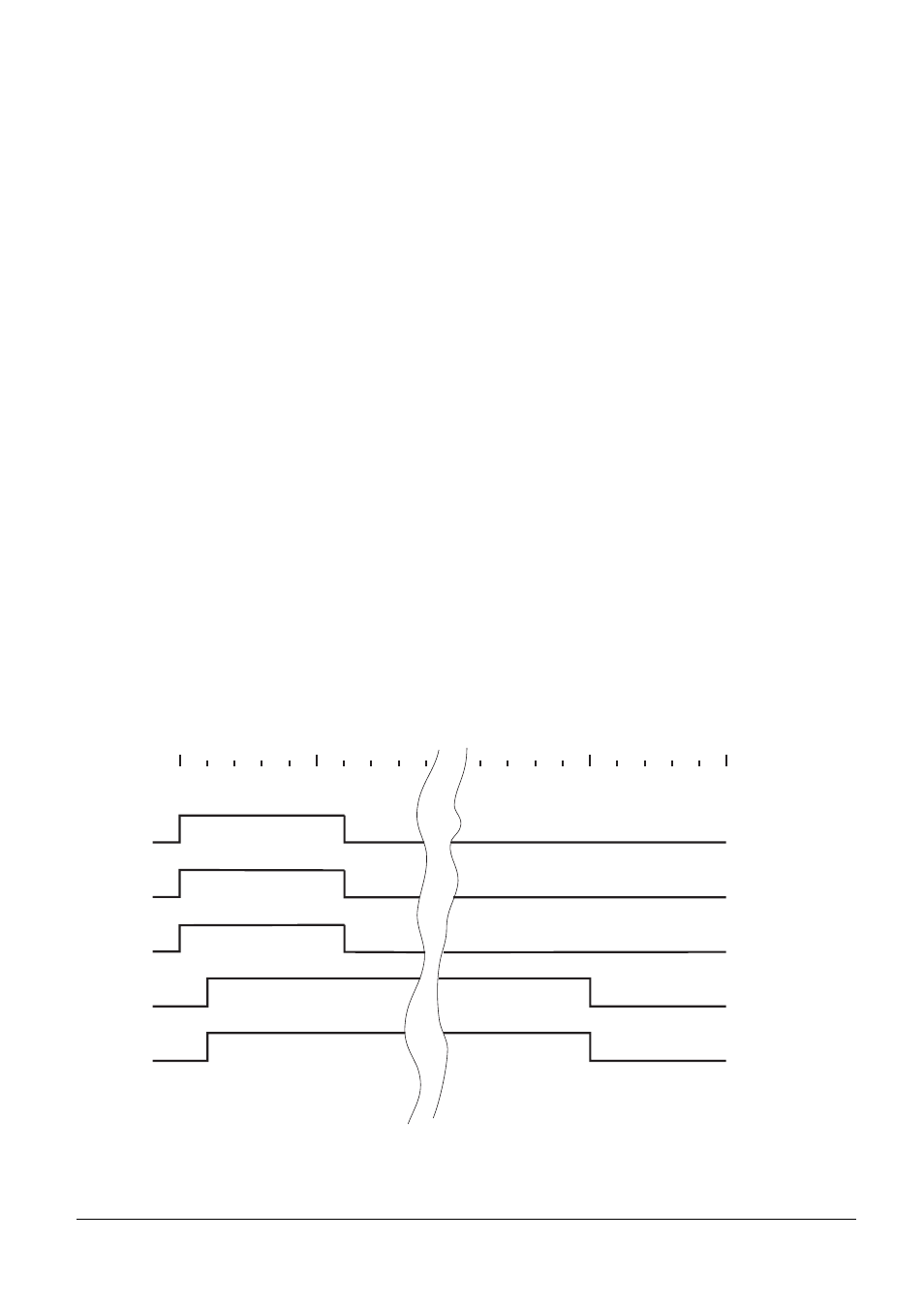
Example:
Example of PLC program for activating the lubrication for the X-axis.
The traverse distance after which the X-axis is to be lubricated is entered in machine parameter
MP4060.0. The duration of lubrication is defined by timer T0 (MP4110.0).
The PLC-output O24 is to be set for the duration of the X-axis lubrication.
In our example, lubrication is activated as soon as the marker M2012 is set. If the lubrication is only
to be activated when the axis is at rest, then this must be taken into account in the PLC-program.
MP4060.0 = 1 000 (approx. 60 m)
MP4110.0 = 100 (approx. 4 sec.).
.
.
45
L M2012
;lubrication pulse X axis
46
= T0
;start timer for duration of lubrication
47
= M2548
;reset accumulated distance
48
L T48
;duration of lubrication for X axis
49
= O24
;set output for lubrication
.
024
M2012
M2548
T0
T48
* only TNC 406