Template 16: two-axis transfer bar cycle, Chapter 31 – Rockwell Automation 8520-MUM 9/Series CNC Mill Operation and Programming Manual Documentation Set User Manual
Page 849
Using Transfer Line Cycles
Chapter 31
31-47
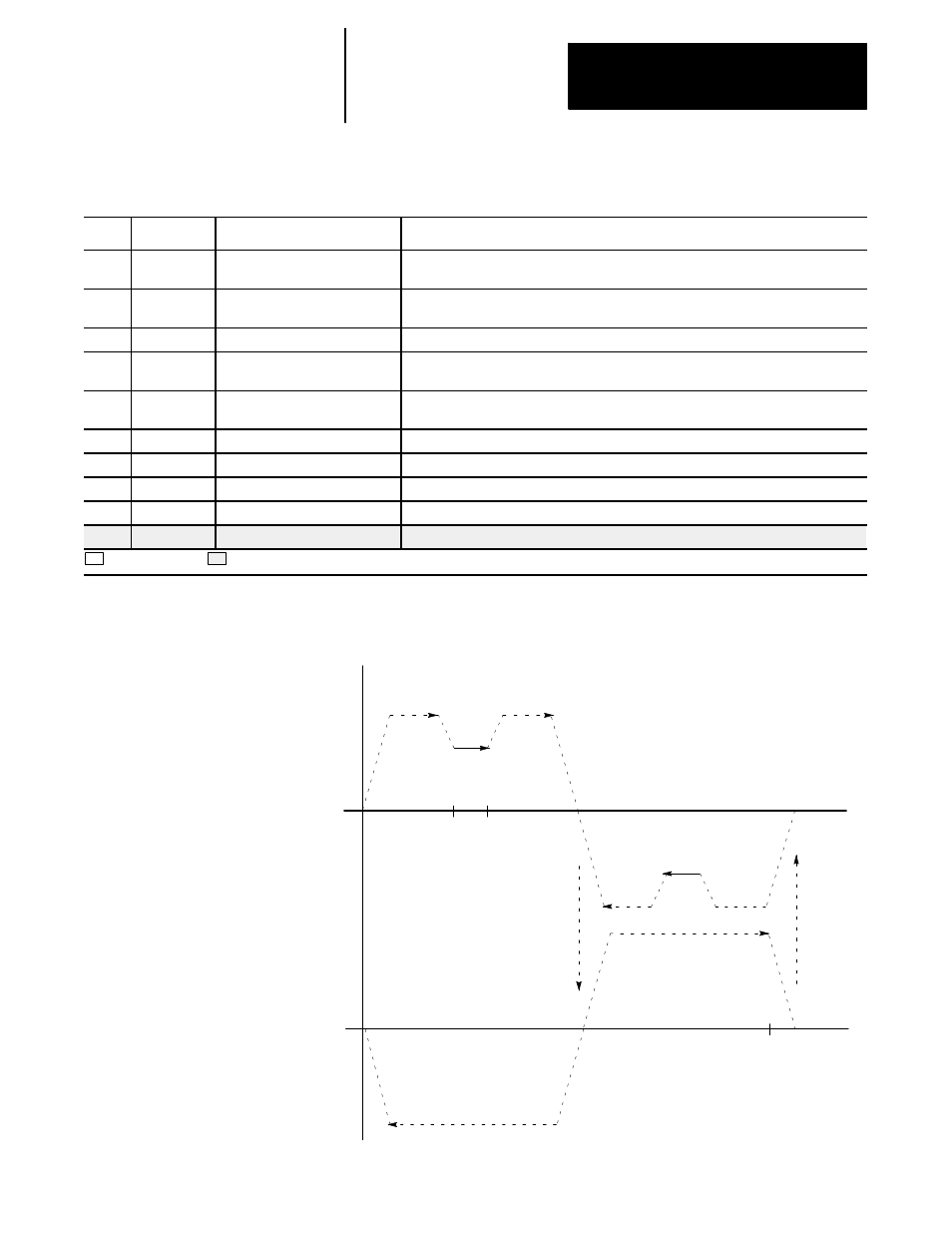
Template 16: Two-Axis Transfer Bar Cycle
Letter
Paramacro
Label
Description
F
1
500
MAX. LIFT VELOCITY
The velocity of the bar goes when it approaches a part before the low soft touch position,
and after the soft touch high position.
F
2
501
SOFT TOUCH VELOCITY
The velocity of the bar when it goes between the soft touch low position and soft touch
high position.
X
1
502
SOFT TOUCH LOW POSITION
The location where the transfer bar reduces velocity as it approaches the part.
X
2
503
SOFT TOUCH HIGH POSITION
The location where the transfer bar has made contact with the part. Once the bar has
the part, it continues at maximum lift velocity.
X
3
504
FULL RAISE POSITION
The location where the part has been lifted to its maximum position and is about to be
transferred to the station.
F
3
505
TRANSFER VELOCITY
The velocity of the bar as it transfers the part to the station.
Y
1
506
FULL ADVANCE POSITION
The location that indicates that the part has been fully transferred to the station.
Y
2
507
FULL RETURN POSITION
The location that indicates that the bar has returned to the station it started at.
X
4
508
FULL LOWER POSITION
The location where the bar has been fully lowered.
J
509
HARD STOP SENSE ZONE
A zone in which a hard stop may be present.
Required entry
Optional entry
Figure 31.19
Two-Axis Transfer Bar Cycle
F1
F2
F1
X4
X1
X2
F1
F1
F3
Y2
Y1
F3
J
F2
X3
LIFT VELOCITY
TRANSFER VELOCITY