Rockwell Automation 8520-MUM 9/Series CNC Mill Operation and Programming Manual Documentation Set User Manual
Page 215
Running a Program
Chapter 7
7-33
The block retrace function is unable to retrace any of the following blocks
and an attempt to do so will result in an error message.
Threading
Tapping
Boring
Inch/Metric changes (unit conversion)
A block that commands a tool change operation.
A block that commands a change in the coordinate system.
Any block that is followed by a Manual Jog Move except a Jog Retract.
The number of blocks retraced is already equal to the maximum number
of re-traceable blocks as determined in AMP.
Certain Paramacro Parameter Assignments
Interrupt Macros
CAUTION: If the block retrace function is deactivated during
its execution (performing a control reset, E-STOP, etc...),
attempting to return the tool by pressing cycle start may cause
an undesired return path. The tool will return to the start point
of block retrace along a linear path. This is most likely not the
retracted path. To avoid possible part or tool damage it is
recommended that the cutting tool be jogged to the point from
which block retrace was started prior to pressing cycle start.
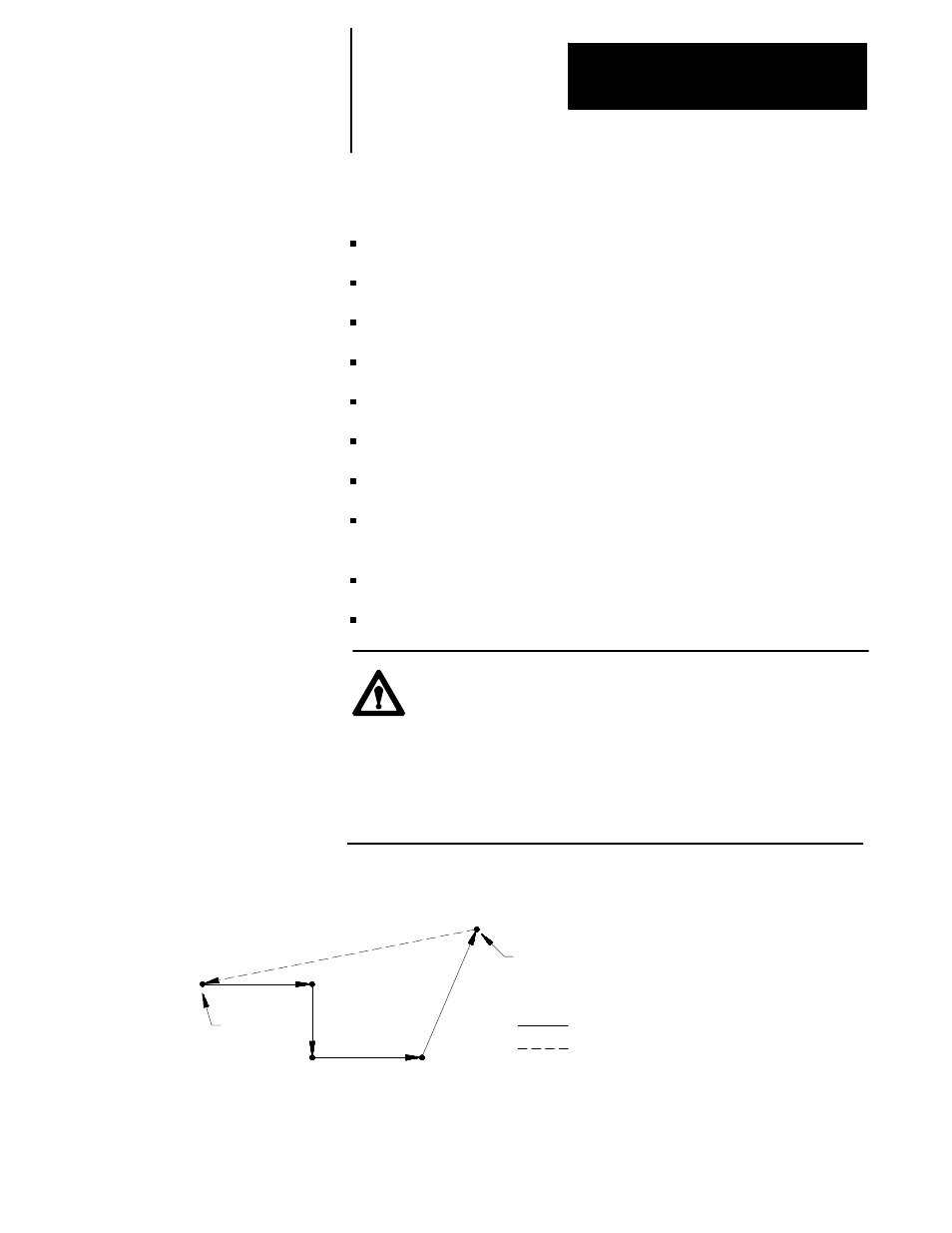
Figure 7.8
Pressing Cycle Start When Retract Path is Lost
Block retrace
aborted here
Start point
of block
retrace
Normal block retrace path
Return path taken when
cycle start is pressed after
block retrace is aborted
END OF CHAPTER