1 altering work coordinate systems (g10l2) – Rockwell Automation 8520-MUM 9/Series CNC Mill Operation and Programming Manual Documentation Set User Manual
Page 323
Coordinate System Offsets
Chapter 11
11-7
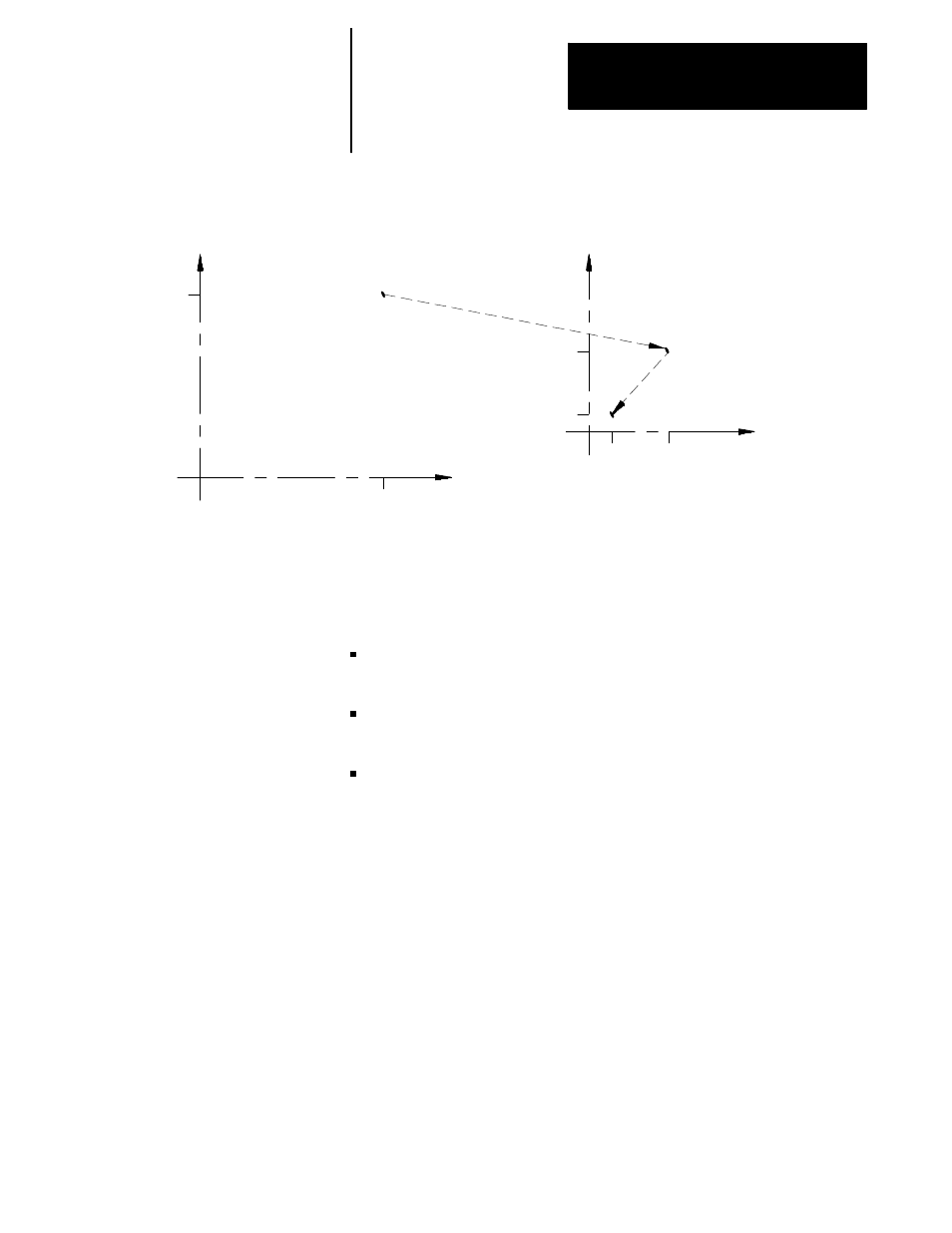
Figure 11.6
Results of Example 11.2
20
20
G54 Work Coordinate System
G55 Work Coordinate System
Y
X
Y
X
3
10
10
2
There are 4 methods to change the value of a work coordinate system zero
point in the work coordinate system table. Three methods can be found in
the following sections:
Manually alter the work coordinate system table as
described in section
3.3.
Alter the paramacro system parameter values 5221- 5386 as discussed in
chapter 28.
Alter through some external means defined by the system installers PAL
program (refer to your PAL reference manual).
The fourth method, and the one discussed in this section, alters the work
coordinate system table through G10 programming. Changing the values
in the table using any of these methods does not cause axis motion;
however, it does immediately shift the active coordinate system by the
amount entered. The format for altering the work coordinate systems
using G10 is as follows:
G10L2P__X__Y__Z__;
Important: The order of the words in this program block is important.
The L and P words must be programmed before any axis words are
programmed in the G10 block. Failing to follow this order can result in
data being misinterpreted and loaded into the table incorrectly.
11.2.1
Altering Work Coordinate
Systems (G10L2)