Rockwell Automation 8520-MUM 9/Series CNC Mill Operation and Programming Manual Documentation Set User Manual
Page 469
Programming Feedrates
Chapter 18
18-21
Cutting Mode (G64 -- modal)
G64 establishes the cutting mode. This is the normal mode for axis motion
and will generally be selected by the system installer as the default mode
active on power up. Block completes when the axes reach the interpolated
endpoint. Cancel this code by programming G61, G62, or G63.
Tapping Mode (G63 -- modal)
In the G63 tapping mode, the feedrate override value is fixed at 100
percent, and a cycle stop is ignored. Axis motion commands are executed
without deceleration before the end point. The program proceeds to the
next block without checking in position status, similar to the operation of
G64. Cancel this code by programming G61, G62, or G63.
Automatic Corner Override (G62 -- modal)
In cutter compensation mode (G41/G42), the load on the cutter increases
while moving inside a corner. If the G62 automatic corner override mode
is active, the control will automatically override the programmed feedrate
to reduce the load on the cutter. Cancel this code by programming G61,
G62, or G63.
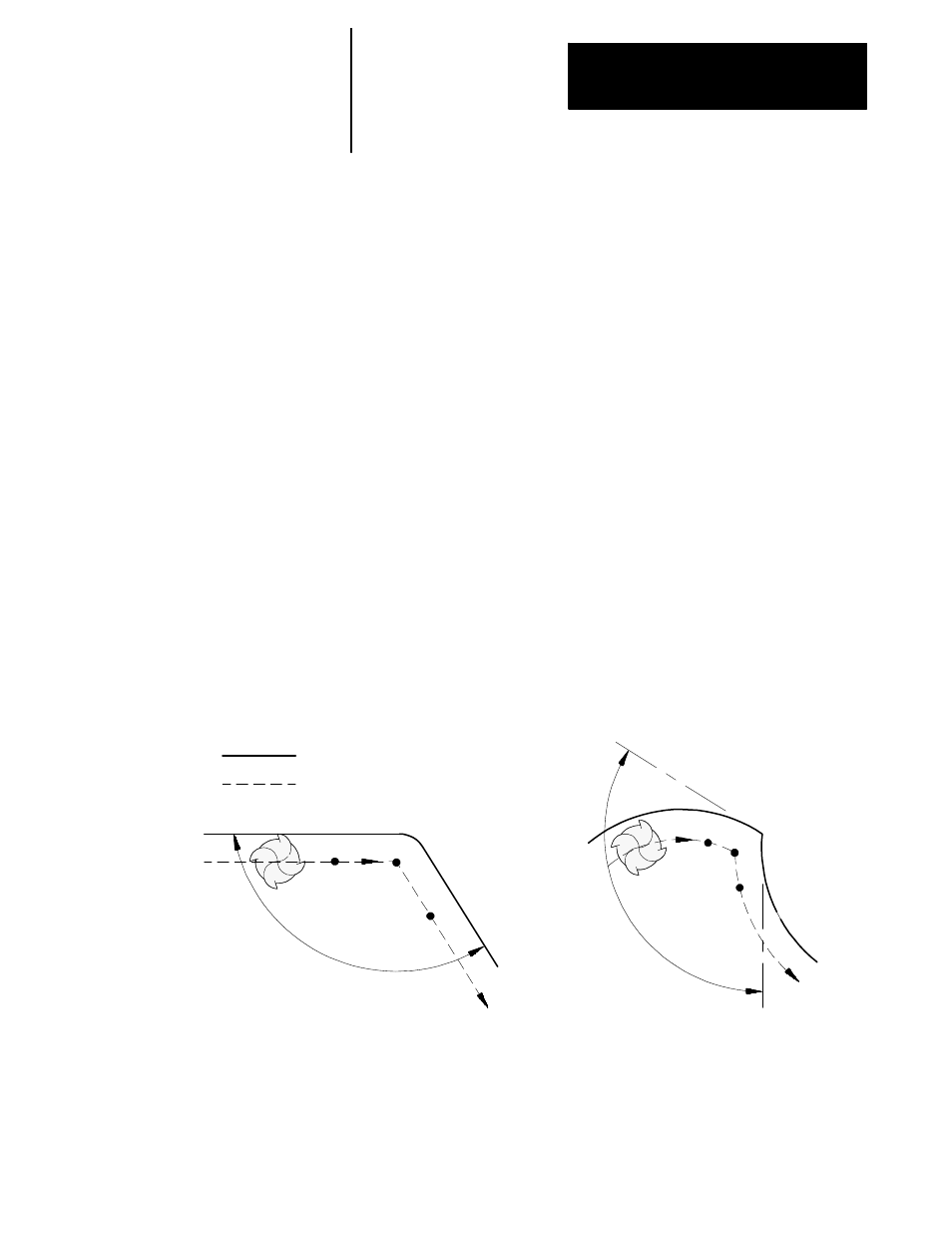
Figure 18.11
Automatic Corner Override (G62)
programmed tool path
tool center path
A
A
a
b
c
a
b
c
When the corner angle, A, is smaller than angle Ap set in AMP, the
programmed feedrate is overridden from point “a” to point “b”, and from
point “b” to point “c”. The control compares angles A and Ap.