3 corner movement after generated blocks – Rockwell Automation 8520-MUM 9/Series CNC Mill Operation and Programming Manual Documentation Set User Manual
Page 559
Cutter Diameter Compensation
(G40, G41, G42)
Chapter 21
21-41
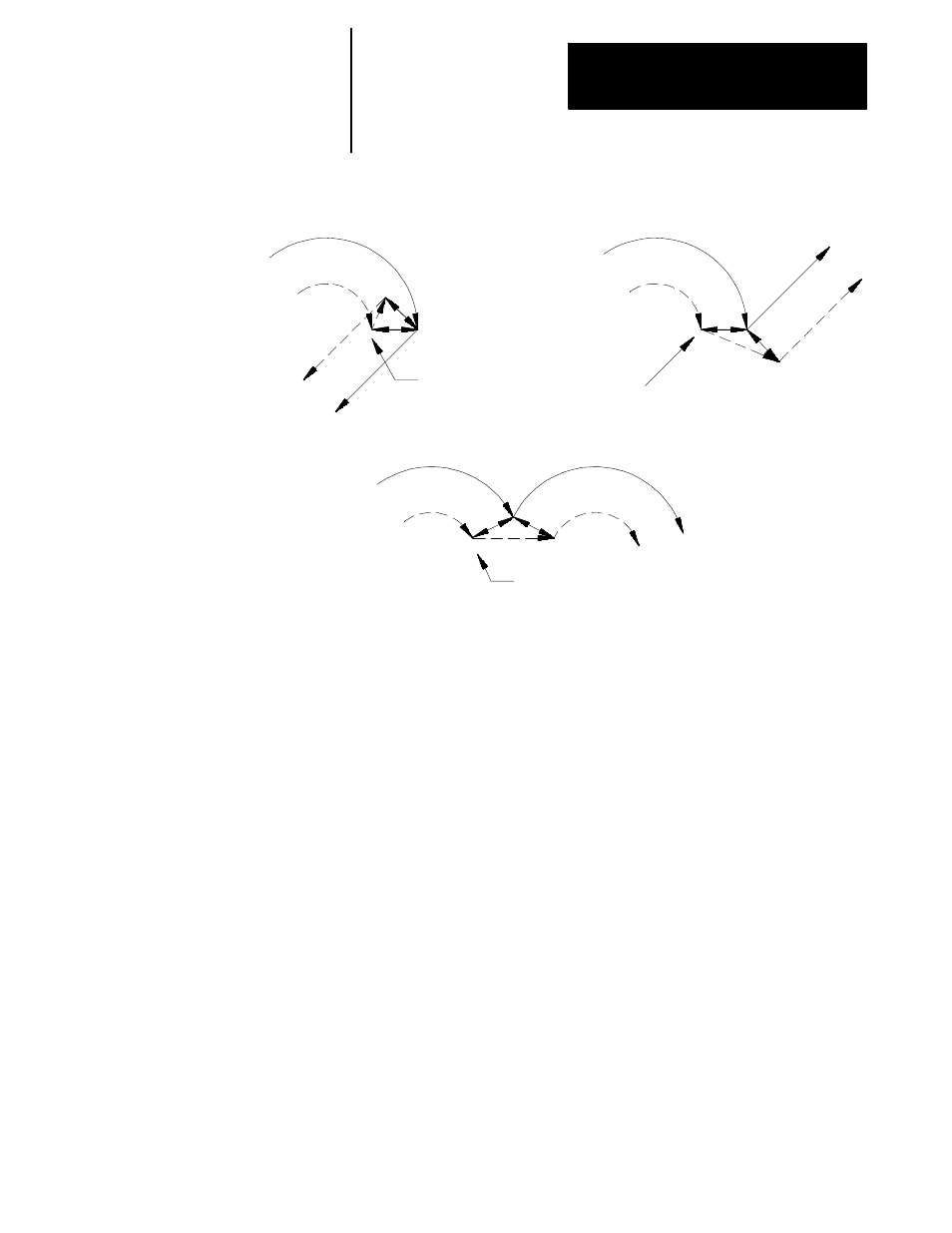
Figure 21.37
Too Many Non-Motion Blocks Following a Circular Move
Too many
non-motion
blocks here
Too many
non-motion
blocks here
Too many non-motion
blocks here
+
+
+
+
r
r
r
r
r
Programmed
path
Compensated
path G42
Programmed
path
Compensated
path G42
Programmed
path
Compensated
path G42
Frequently it is necessary for the control to generate motion blocks to
position the cutting tool in the proper alignment for a following
compensated cutting move. These blocks are generated to make sure that
the cutting tool remains at least one radius of the cutting tool away from
the programmed cutting path at all times.
When the control generates two motion blocks, the length of the first
generated block is checked against a minimum allowable length as
determined in AMP by the system installer. The coordinate values for the
current axes in the compensation plane are compared to the minimum
allowed value. If both are less than the allowed value, the control does not
execute the first generated block. The path of the second generated block
is then altered to position the cutting tool along a linear path to the original
end-point of the second generated block. See Figure 21.38 for a pictorial
representation.
21.6.3
Corner Movement After
Generated Blocks