Rockwell Automation 8520-MUM 9/Series CNC Mill Operation and Programming Manual Documentation Set User Manual
Page 778
Chapter 30
Using a 9/Series Dual--processing System
30-10
Important: You cannot use these synchronization with setup M--codes
when cutter compensation is active. Use one of the simple synchronization
M--codes or turn off cutter compensation before programming the
synchronization with setup M--code.
Coordinating Synchronization Between Processes
Remember that both processes are executing coordinated part programs.
Failing to coordinate part programs correctly can result in the processes
executing different synchronization codes and mutually locking each other
out.
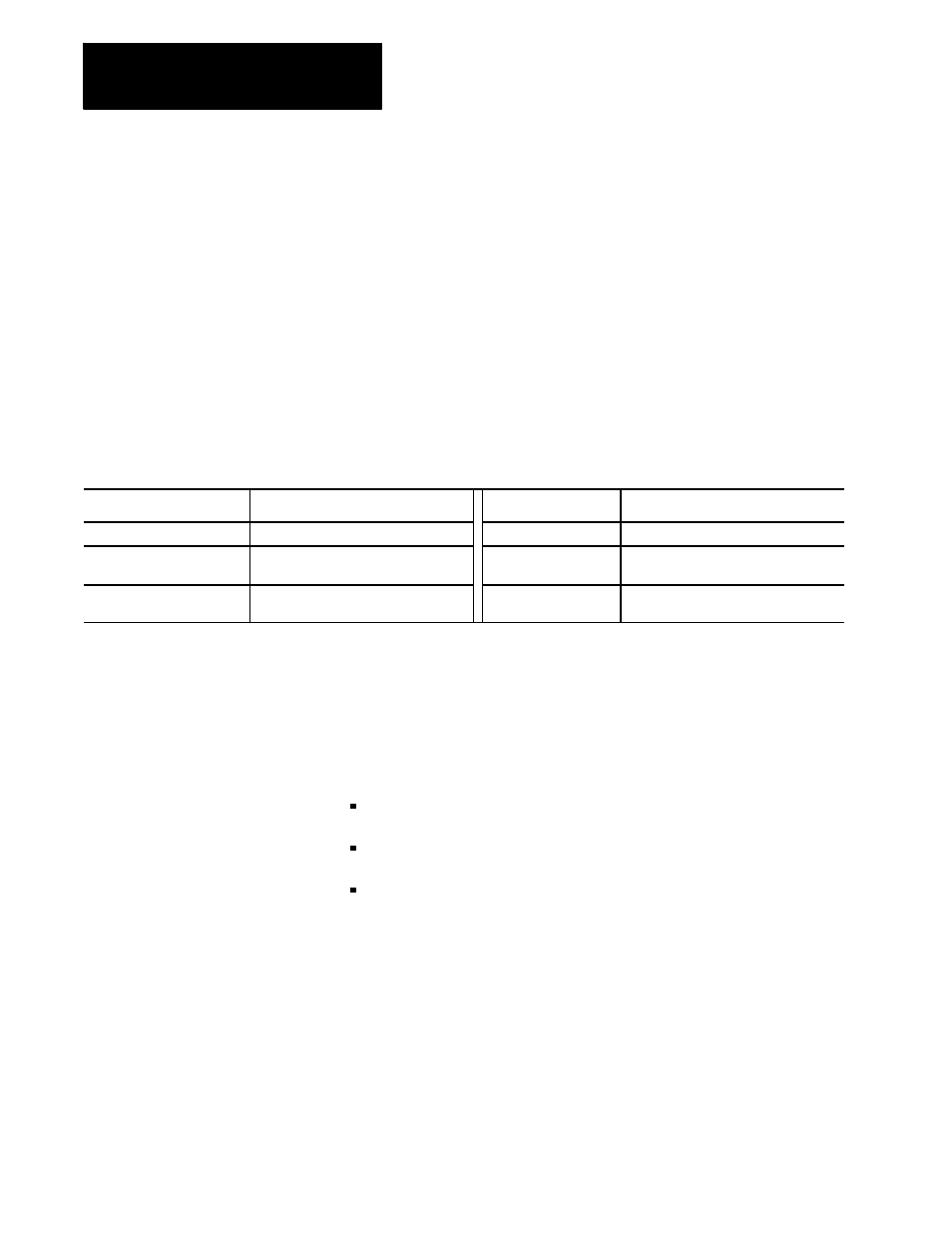
Example 30.4
Mismatched Synchronization Codes
Process 1
Comment
Process 2
Comment
N7 #7100=25;
N32 M101
Process 2 paused, waiting for M101 in
process 1.
N8 M100
Process 1 paused, waiting for M100 in
process 2.
In Example 30.4, both processes are paused indefinitely, waiting for the
other process to execute the corresponding M-code. The control displays
an error message when this situation occurs, indicating that execution of
that block has been suspended until it synchronizes with the other process.
Perform a Block Reset to allow part program execution to continue.
You can help prevent this situation by:
being consistent and always start your programs with the same
synchronization M-codes
making certain each program contains the same number of
synchronization M-codes
making sure the synchronization M-codes are placed in the same
corresponding order between processes