Rockwell Automation 8520-MUM 9/Series CNC Mill Operation and Programming Manual Documentation Set User Manual
Page 603
Using Post Milling Cycles
Chapter 23
23-9
Where : Is :
L
Incremental plunge depth of each cutting pass along the Z axis. If L is programmed, a finish pass
is made at each L level. If L is not programmed, only one finishing pass is made at the
programmed Z depth. This is an optional parameter. It is typically programmed when a very deep
pocket is being finished.
F
Finishing feedrate. If not programmed the existing (modal) feedrate will be used.
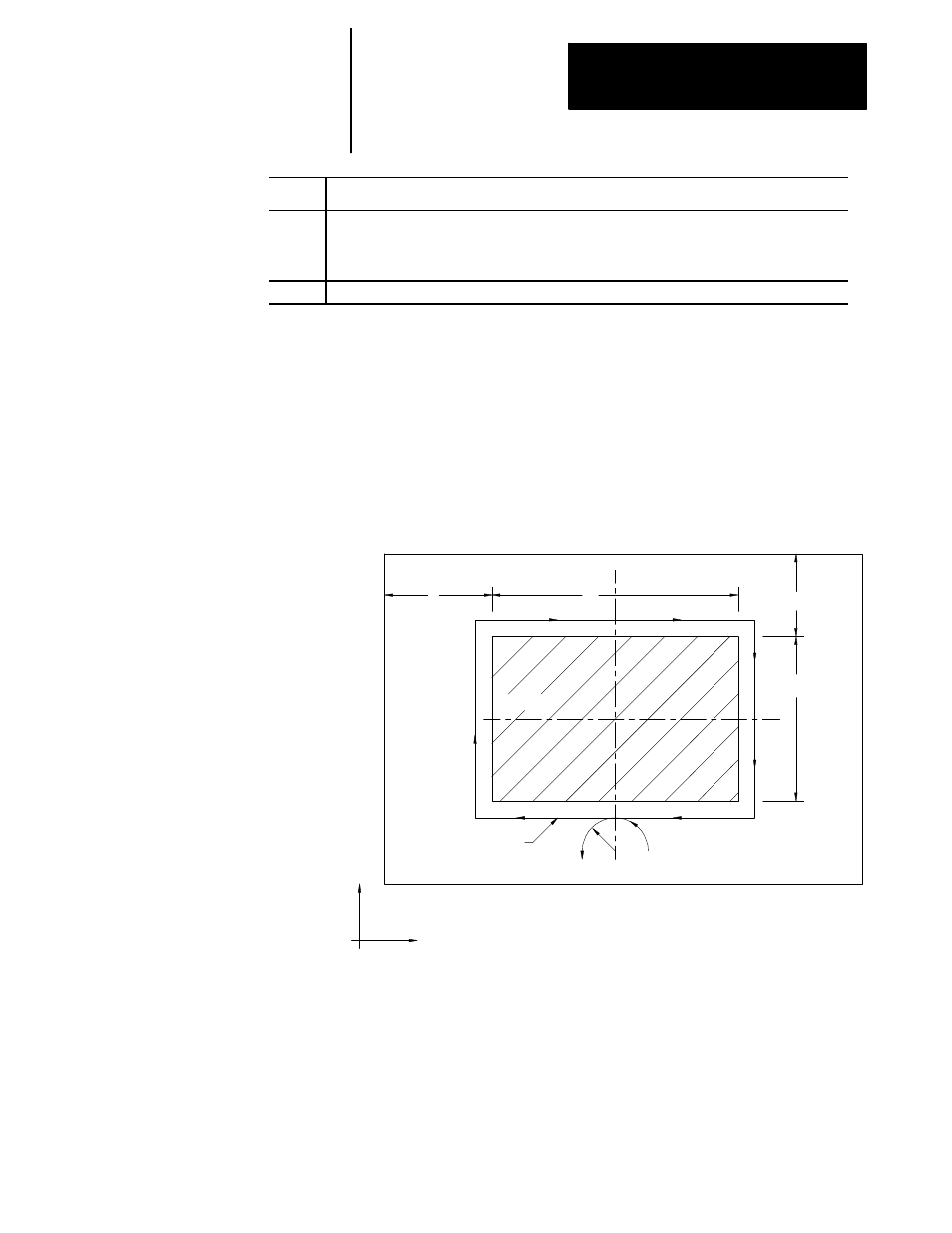
In a finishing cycle, a smooth entry to and exit from the finish contour is
accomplished by having the tool approach and leave the finish contour
along a tangential arc. The radius of this arc is set equal to the tool radius
by the control. The tangential entry/exit point is along the -X or -Y axis
depending on which axis intersects the center of the longer side of the
rectangular post. If the rectangular post is square, the tangential entry/exit
point will be along the -X axis.
Figure 23.3
Rectangular Post Finishing Using G88.4
FINISH CUT PATH
X
Y
EXIT
ENTRY
J
r
I
(X, Y)
Q
Q
Important: The tool should be positioned near the center of the post prior
to the G88.4 block. The Z coordinate of this position determines the initial
Z level or top of the pocket. This is the pre-cycle position of the tool. The
pre-cycle position must be at some depth other than the cycles
programmed final depth or an error is generated.