Rockwell Automation 8520-MUM 9/Series CNC Mill Operation and Programming Manual Documentation Set User Manual
Page 387
Axis Motion
Chapter 14
14-11
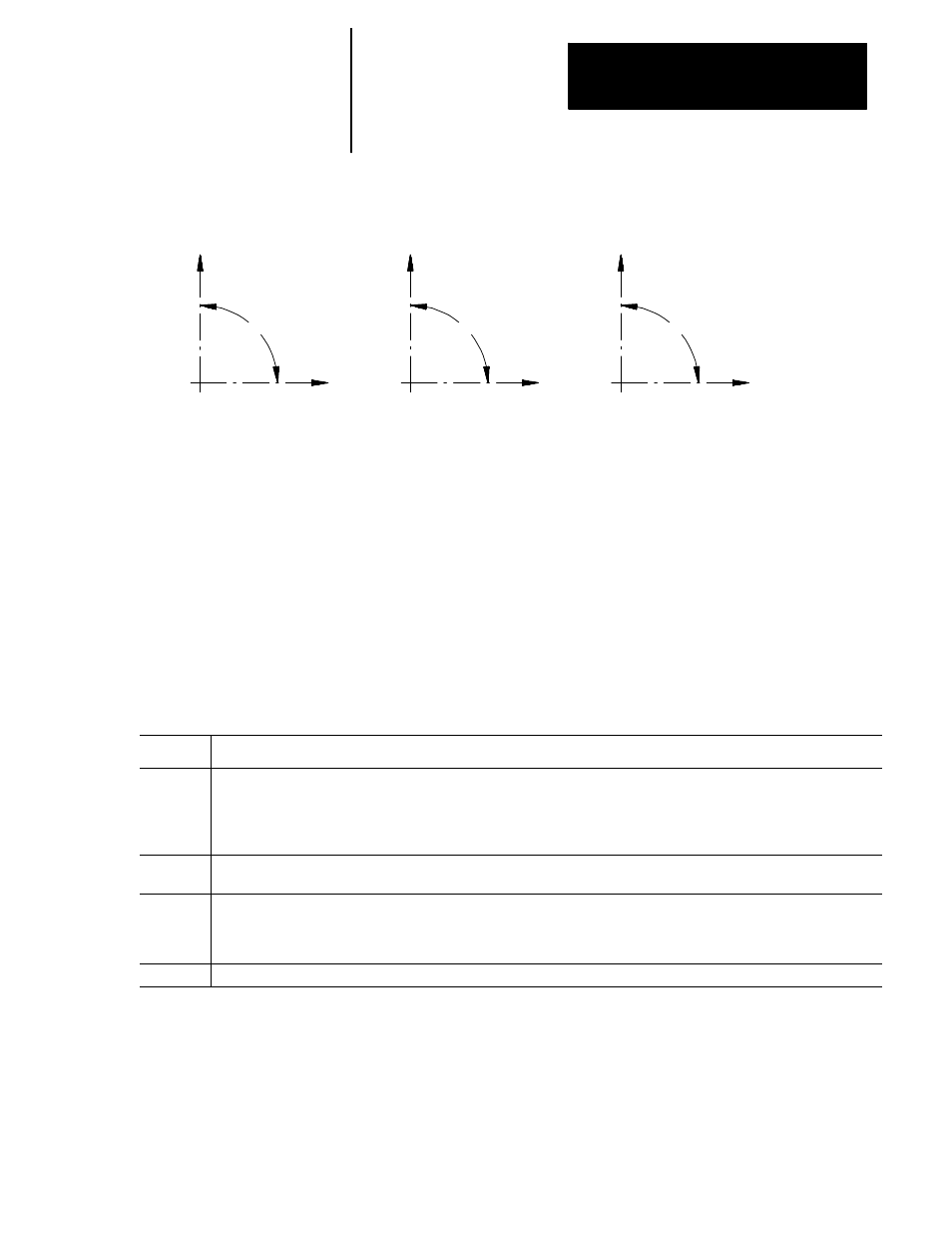
Figure 14.8
Helical Interpolation Direction
Y
G17
G18
G19
G03
G02
G03
G02
G03
G02
X
Z
X
Z
Y
Helical Interpolation in the XY Plane with the Z axis normal.
G17{G02} X__ Y__ Z__ {I__ J__} F__ ;
G03
R__
Helical Interpolation in the XZ Plane with the Y axis normal.
G18{G
02
} X__ Z__ Y__ {I__ K__} F__ ;
G03
R__
Helical Interpolation in the YZ Plane with the X axis normal.
G19{G02} Y__ Z__ X__ {J__ K__} F__ ;
G03
R__
Where :
Is :
X, Y, Z
In absolute (G90) mode these are the coordinate values of the end point. In incremental (G91) mode these are the positions of
the end point in reference to the start point
The axis which is normal to the circular interpolation plane produces the “lead”of the helix. Again, all axes start and stop at the
same time to produce helix motion.
I, J, K
These determine the position of the helix center in reference to the start point. These values are always incremental, regardless
of the established positioning mode (absolute or incremental)
R
Rather than defining a center with I, J, K, the option exists to define an arc radius using R. The sign of this entry determines the
arc centerpoint location. If R is programmed as a positive value, the centerpoint will be located such that an arc less than 180o
is generated. If R is programmed as a negative value, the centerpoint will be located such that an arc greater than 180
• is
generated. Refer to Figure 14.5 for an example.
F
Another option is to enter a feedrate tangent to the tool path. If omitted the control will use the feedrate active prior to this block.
In helical interpolation, the feedrate is the same as in circular interpolation,
that is, the feedrate is tangent to the tool path.
Important: Cutter diameter compensation is effective only for the arc
portion of helical interpolation. Tool length offsets may be active during a
helical move, however, changes to the tool length offset are allowed only if
it does not affect either of the two circular axes in the move.