Rockwell Automation 8520-MUM 9/Series CNC Mill Operation and Programming Manual Documentation Set User Manual
Page 698
Skip, Gauge, and Probing Cycles
Chapter 27
27-24
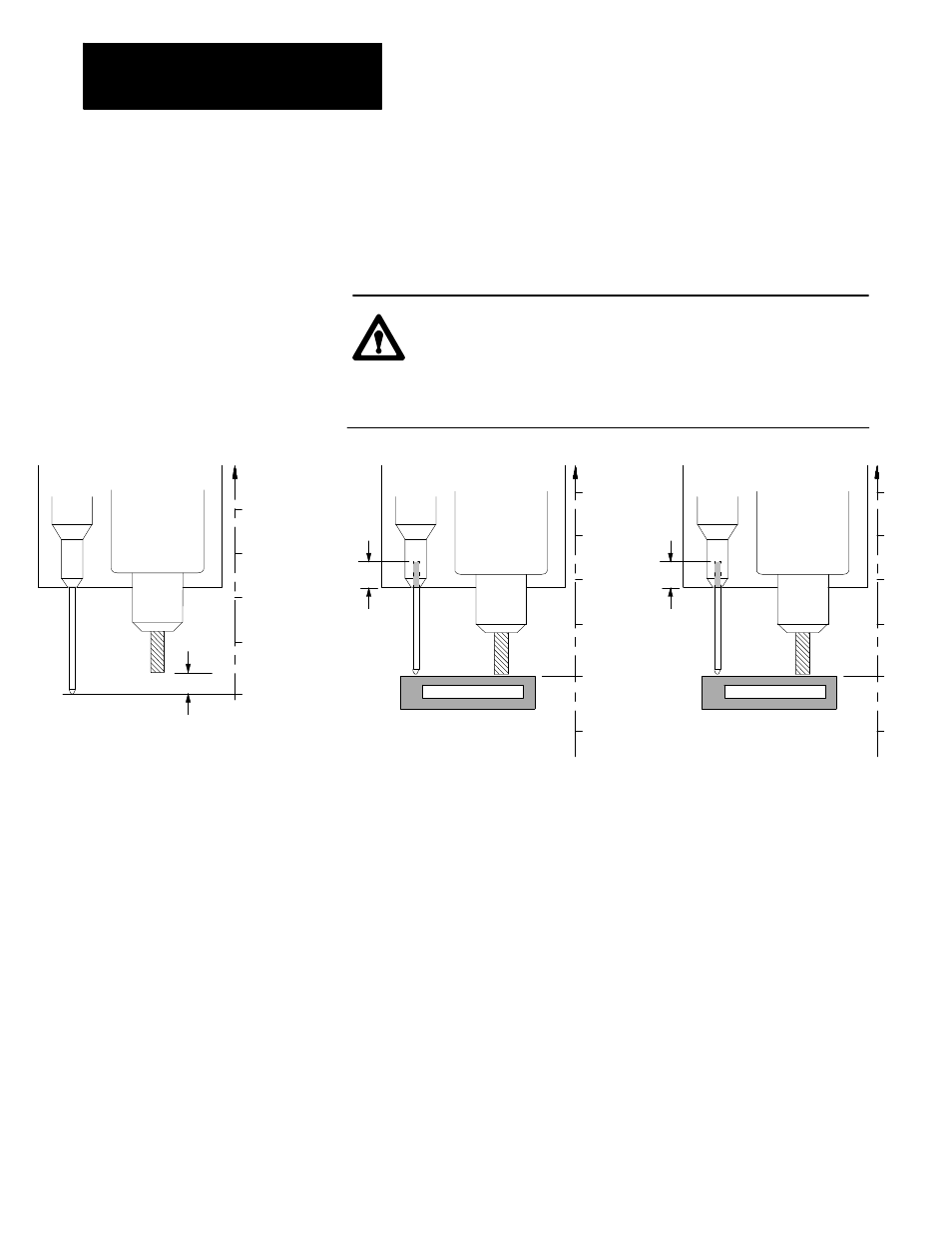
The adaptive depth probe position is zeroed automatically at power turn
on. In the event that you must re-zero the probe the system installer can
write PAL to enable you to zero the probe any time the adaptive depth axis
is not in motion. Refer to your system installers documentation on using
$ADPCLR.
WARNING: We strongly recommend that you require (either
through PAL or some other procedure) a manual probe zeroing
operation be performed after every power up. This will help
prevent problems that can occur if an invalid zero point is
established at power up.
Spindle
Motor
20
15
10
5
0
Spindle
Motor
Probe
Probe zero position after power up is
not aligned with tool tip. Typically no
probe deflection exists at power up.
Axis monitor page for depth probe:
Following error = 0.0000
Probe position = 0.0000
20
15
10
5
0
--5
Touch off the part to align tool tip with
probe tip.
Axis monitor page for depth probe:
Following error = +0.2000
Probe position = --0.2000
Touch Off Surface
Probe
Probe Axis
Probe Axis
2
2
Spindle
Motor
20
15
10
5
0
--5
After touching off the part and using PAL
to zero the probe, the zero position of the
probe is aligned with the part surface.
Axis monitor page for depth probe:
Following error = 0.0000
Probe position = 0.0000
Touch Off Surface
Probe
Probe Axis
2
Probe counts that occur when the probe deflection is less than zero will not
trip the probe. Since the probe is not tripped in this range, the control will
still use the axis feedback for positioning. Probe fired only occurs after the
probe position register becomes positive (deflection reaches the zero point)
plus the number of counts required for probe fired (probe trigger
tolerance).