Template 4: deep hole drill cycle, chip break, Chapter 31 – Rockwell Automation 8520-MUM 9/Series CNC Mill Operation and Programming Manual Documentation Set User Manual
Page 834
Using Transfer Line Cycles
Chapter 31
31-32
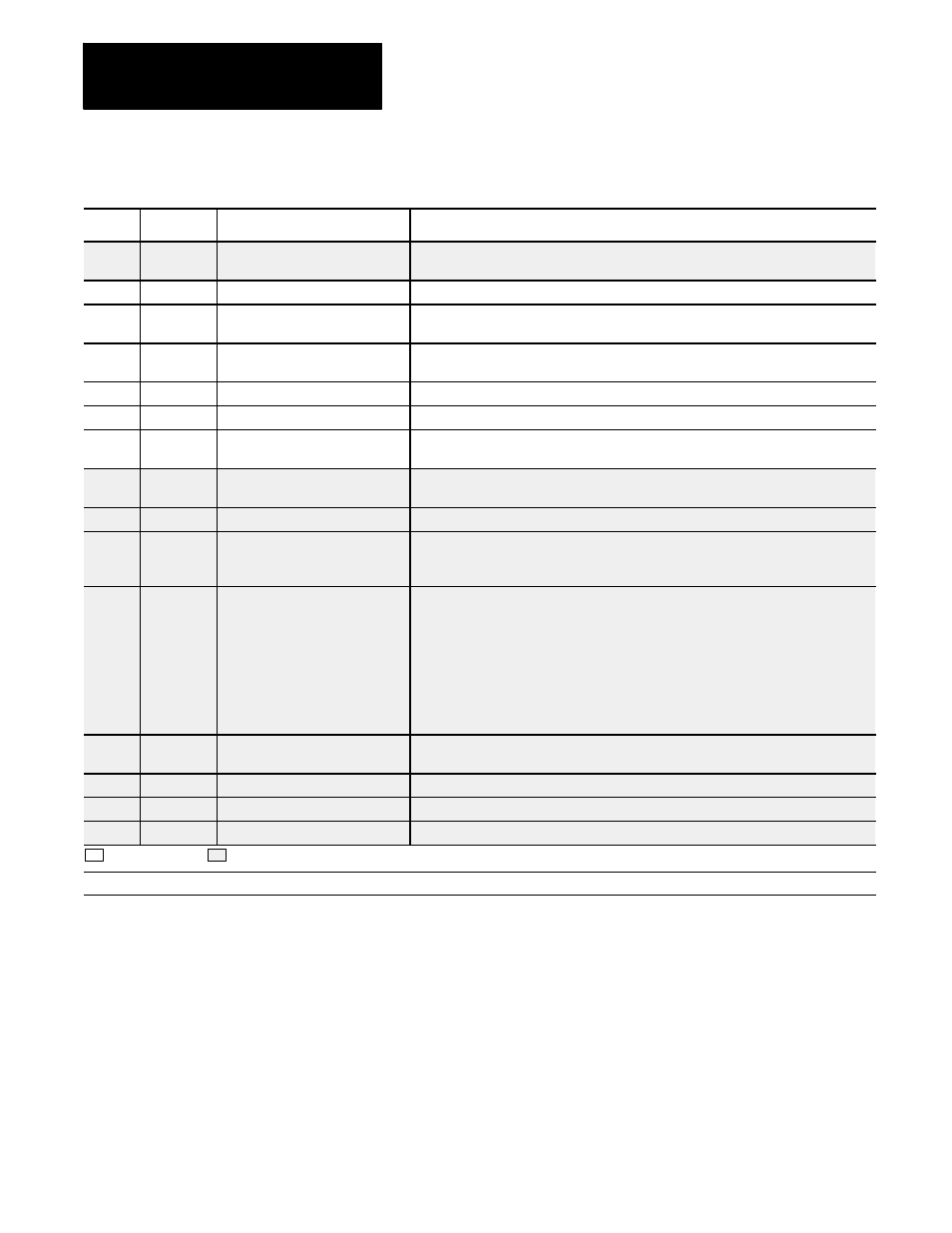
Template 4: Deep Hole Drill Cycle, Chip Break
Letter
Paramacro
Label
Description
G
500
G90/91
G-codes G90 or G91 for absolute or incremental modes. At this time only absolute
mode, G90, is available.
X,Y
501, 502
HOLE POSITION X, Y
The location to which the tool moves before it begins a drilling operation.
X
503
DEPTH OF HOLE
The location to which the tool drills into the part. If the cycle uses adaptive depth, this
position needs to be beyond the adaptive depth increment.
R
504
CLEAR POSITION
The location that the tool retracts to after an operation. It is completely free of the part.
This also known as the R plane.
Q
505
INFEED AMOUNT
This defines the infeed amount for each step into the hole
X,Y
506, 507
RETURN POSITION X, Y
The location where the controls starts and stops a cycle.
F
508
FEEDRATE
The feedrate for drilling/boring operations. This is also the maximum feedrate for
operations that use adaptive depth.
P
509
AMOUNT OF DWELL
The amount of time the axis pauses before it retracts from the hole; measured in
seconds.
X
510
TOOL CHANGE POSITION
The location where the controls starts and stops a cycle.
E
511
ADAPTIVE FEED MINIMUM
This is the minimum feedrate at which the control performs an adaptive feed operation.
The control will try to maintain this minimum feedrate, even if it means increasing the
adaptive feed torque percent.
Q
512
ADAPTIVE FEED TORQUE %
This is the amount of the selected servo’s continuous rated torque as entered in AMP by
your system installer. Valid ranges are from 1 to 150% of the servo’s rated torque.
Refer to your system installer’s documentation for details on the rated torque of the
servos in your system.
Important: The torque amount applied by the servo is not the cutting force. It is the
torque applied by the servo to the axis. You must calculate the equivalent cutting force
based on your machine dynamics (motor rated torque, lead screw pitch, gearing, tool
dimensions, etc...).
I
513
HARD STOP SENSE ZONE
Once it reaches this location, the control knows to expect a hard stop before reaching
the hole bottom.
I
514
ADAPTIVE DEPTH INCREMENT
The amount of distance between the surface of the part and the depth of hole.
M
515
M03/M04
The M--code used to turn the spindle clockwise or counter-clockwise.
S
516
SPINDLE SPEED
The speed of the spindle. Measured in revolutions per minute.
Required entry
Optional entry
d -
This value is written into the cycle. It is .01 inches (.254 mm).