Rockwell Automation 8520-MUM 9/Series CNC Mill Operation and Programming Manual Documentation Set User Manual
Page 671
Milling Fixed Cycles
Chapter 26
26-39
3.
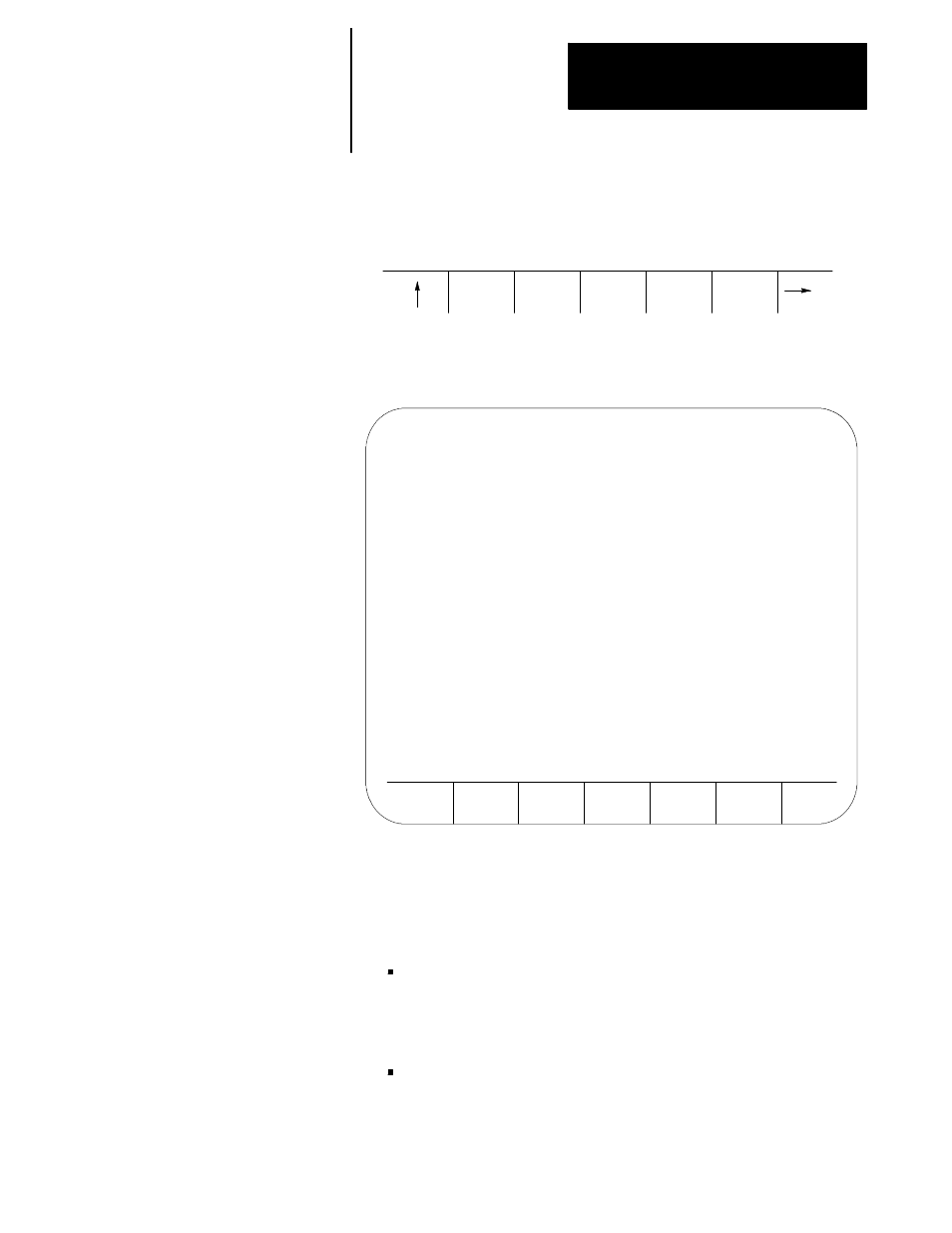
Press the {MILCYC PARAM} softkey. The Milling Cycle Parameter
screen is displayed. Figure 26.17 shows a typical Milling Cycle
Parameter screen.
(softkey level 3)
ZONE
LIMITS
F1-F9
MILCYC
PARAM
PRBCYC
PARAM
Figure 26.17
Milling Cycle Parameter Screen
MILLING CYCLE PARAMETERS
ENTER VALUE:
G73 DEEP HOLE PECK DRILLING CYCLE
RETRACT AMOUNT
1.000 [ MM]
G83 DEEP HOLE DRILLING CYCLE
CLEARANCE AMOUNT
1.270 [ MM]
G76/G87 FINE/BACK BORING CYCLE
G17
G18
G19
+X
+Z
+Y
SHIFT DIRECTION
REPLCE
VALUE
ADD TO
VALUE
UPDATE
& EXIT
QUIT
4.
Use the up and down cursor keys to select the parameter you intend
to change. The CRT shows the selected parameter in reverse video.
Once a parameter is selected, you can either replace the parameter
value, or add to the parameter value:
To replace the current value of the parameter with a new value,
key in the new value on the input line of the CRT and press the
{REPLCE VALUE} softkey. The old value will be replaced with
the new value just keyed in.
To add an amount to the current value of the parameter, key in the
amount to add to the current parameter value on the input line of
the CRT and press the {ADD TO VALUE} softkey. The value just
keyed in is then added to the old value for the selected parameter.