Type 2 interrupts – Rockwell Automation 8520-MUM 9/Series CNC Mill Operation and Programming Manual Documentation Set User Manual
Page 764
Program Interrupt
Chapter 29
29-6
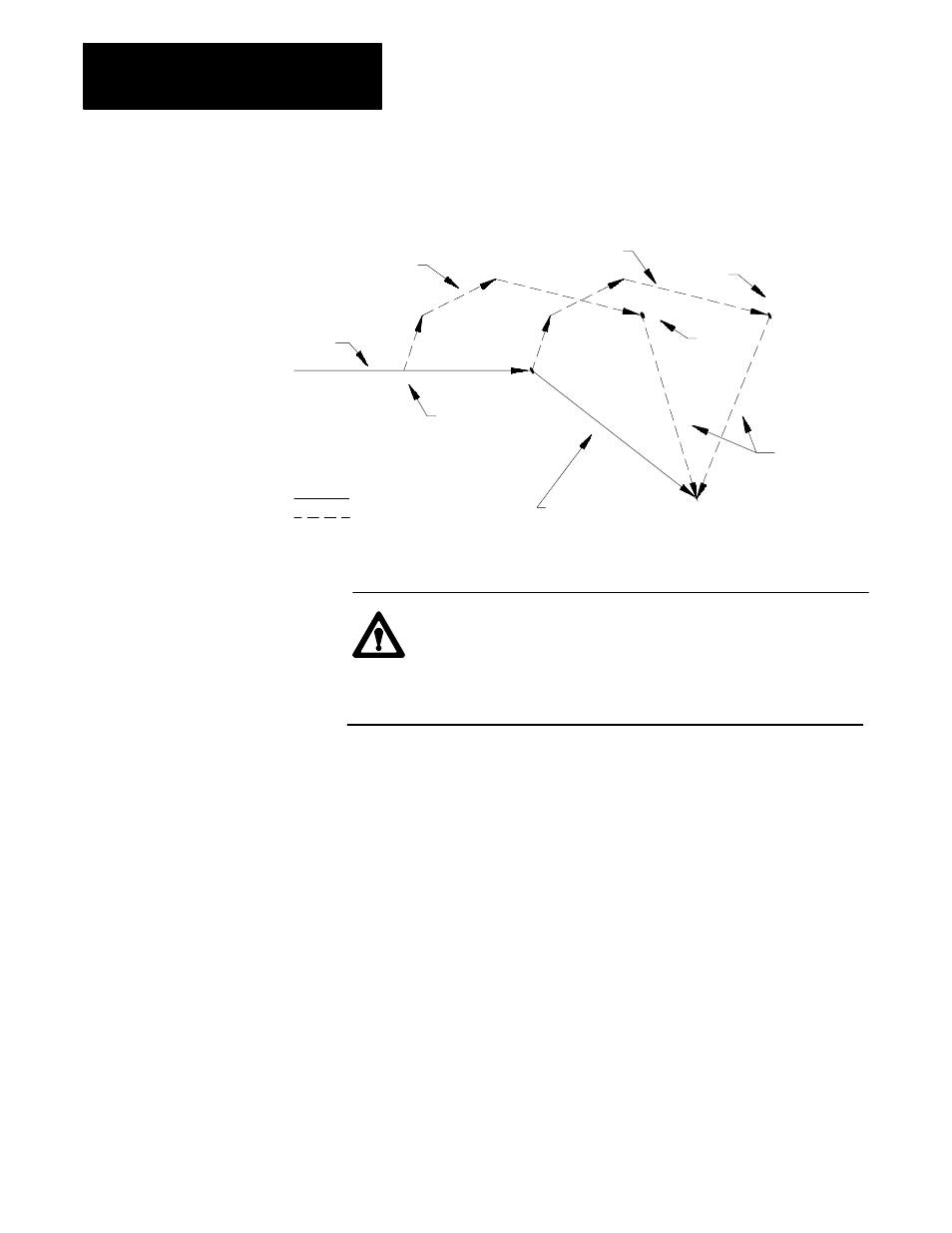
Figure 29.1
Type 1 Interrupt
Programmed Path
Path of Interrupt
This block is not
executed unless there
are no motion commands
in the interrupt
Return path
M99
M99
Motions due to
Delayed interrupt
Motions due to
Immediate Action
interrupt
Part program
path before
interrupt
Interrupt
occurs
CAUTION: If the interrupt is executed in the middle of a
blocks execution, and there is axis motion in the interrupt
program than the control will never reach the end point of the
interrupted block, execution will transfer to the end point of the
following block. This applies to type 1 interrupts only.
Type 2 Interrupts
The control returns the tool to the point in the program where it was when
the interrupt was performed by using type 2 interrupts. Normally the first
4 linear moves (G00 or G01) in the interrupt program are remembered (this
may be altered by programming a specific M code as discussed later). If a
non-linear (G02 or G03) circular move is performed as one of the first 4
blocks of the interrupt, the control only remembers the moves up to that
block. If that block is the first block in the interrupt then the start point of
that block is all that is remembered. These remembered blocks are
retraced after the M99 code is read by the control in the interrupt program.
This returns the cutting tool to the location in the program where program
execution was interrupted.