Rockwell Automation 8520-MUM 9/Series CNC Mill Operation and Programming Manual Documentation Set User Manual
Page 536
Cutter Diameter Compensation
(G40, G41, G42)
Chapter 21
21-18
The I, J, and K words in the exit move block define a vector that is used by
the control to redefine the end-point of the previous compensated move. I,
J, and K words are always programmed as incremental values regardless of
the current mode (G90 or G91).
The vector defined by the I, J, and/or K words is along a line drawn from
the end-point of the programmed path to a point referenced from the
end-point of the programmed path a distance along the axes in the current
plane an amount as designated with the I, J, and/or K words. A new vector
is then defined parallel to the vector defined by the I, J, and/or K word and
offset from this vector in the direction and amount of the currently active
offset (G41 or G42). The intersection of this new vector with the current
compensated tool path defines a point which is the new end-point of the
last programmed compensation move.
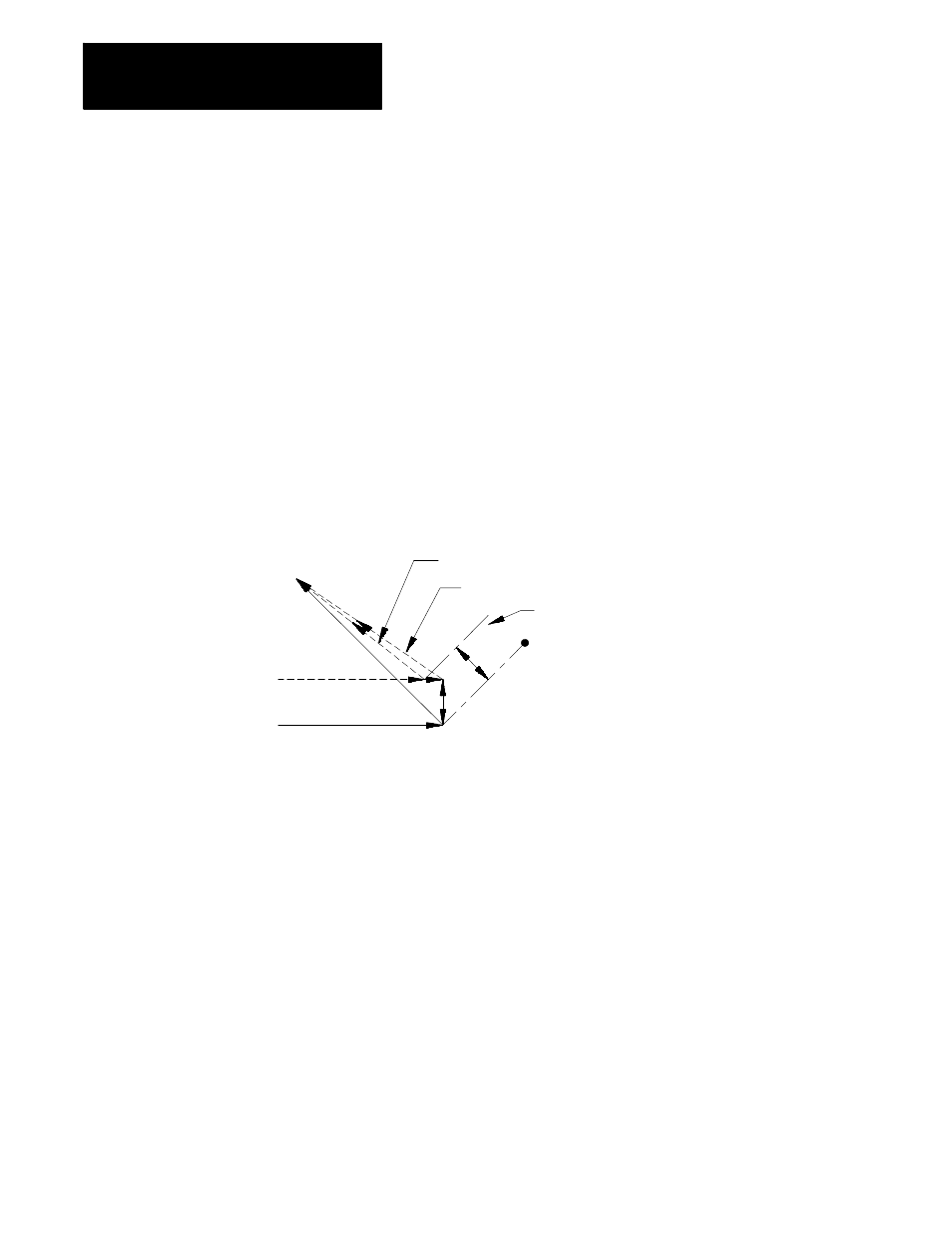
Figure 21.14
Exit Move Defined By An I, J, K Vector
Compensated path using I, J vector
Compensated path if no I, J in G40 block
Intercept line
I, J
Programmed path
Compensated path
r
r
Exception is taken to the above figure when the change in length of the
compensated path is more than one radius of the tool. In this special case,
this offset is limited to one radius of the tool. The direction of the offset is
towards the point of intersection of the I, J, K vector with the current
compensated tool path.