Jog screen – Rockwell Automation 8520-MUM 9/Series CNC Mill Operation and Programming Manual Documentation Set User Manual
Page 42
Basic Control Operation
Chapter 2
2-18
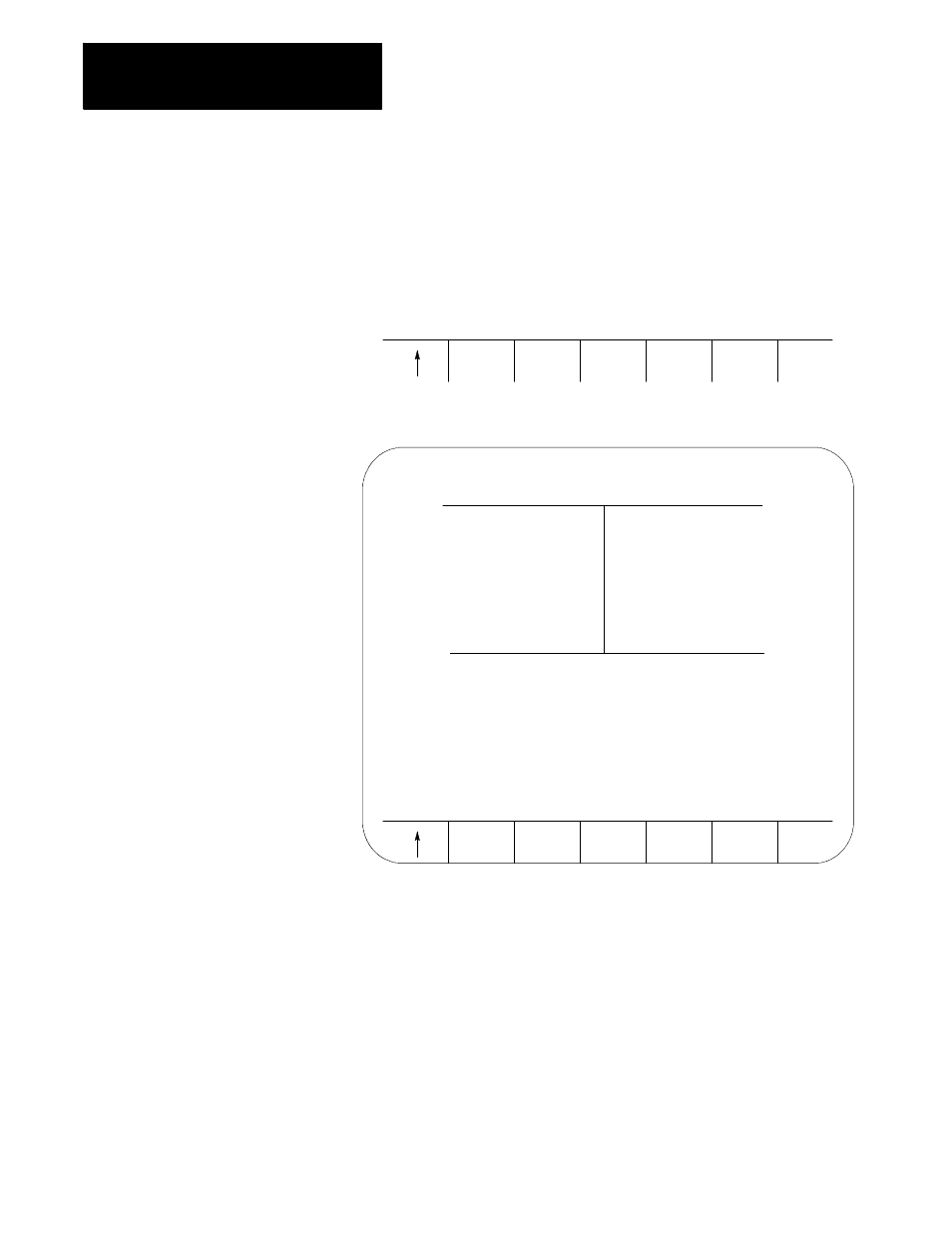
Jog Screen
We assume that you have performed the steps to display the Software
Front Panel screen. Make sure that the function selected on the Software
Front Panel screen is not the Mirror Image or the Axis Inhibit features.
1.
Press the
{JOG AXIS}
softkey.
(softkey level 2)
JOG
AXIS
PRGRAM
EXEC
This screen appears:
SET
ZERO
JOG
AXIS +
JOG
AXIS -
PROGRAM [mm]
F
0.000 MMPM
Z
0.000
S
0.0
R X
0.000
T 0
C
359.99
FILENAME
SUB NAME
MEMORY
MAN
STOP
AXIS SELECT:
X
JOG SELECT:
CONTINUOUS
SPEED/MULTIPLY
LOW
HPG NUMBER
0
E-STOP
2.
Select the axis, jog type, speed multiply value (see chapter 4), and
HPG number (if HPG has been selected as the type of jog) by using
the up and down cursor keys, and the left and right cursor keys to
alter the value assigned to that function.
3.
If the jog type is not HPG, then press the softkey that corresponds to
the direction on the selected axis to jog (if HPG is the jog type then
the direction of HPG rotation determines the direction to jog).
4.
If you want to shift the current work coordinate system to force the
current tool position to be the zero point of the work coordinate
system, press the
{SET ZERO}
softkey. The
{SET ZERO}
softkey does
not function when the control is in handwheel mode.