Sae flat face o-ring seal hydraulic fittings – SkyTrak 6042 Service Manual User Manual
Page 23
2.9
Model 6042 Legacy
Origin 7/02
General Information and Specifications
2.3.4
SAE Flat Face O-Ring Seal
Hydraulic Fittings
a. Assembly Procedure
Improper assembly of this type of joint will result in
leaking joints. Under tightening will result in the joint
loosening during normal usage. Foreign material on
either seal surfaces will cause damage to one or both
mating parts when the joint is tightened resulting in a
leaking joint. The absences of the fitting o-ring will cause
the joint to leak.
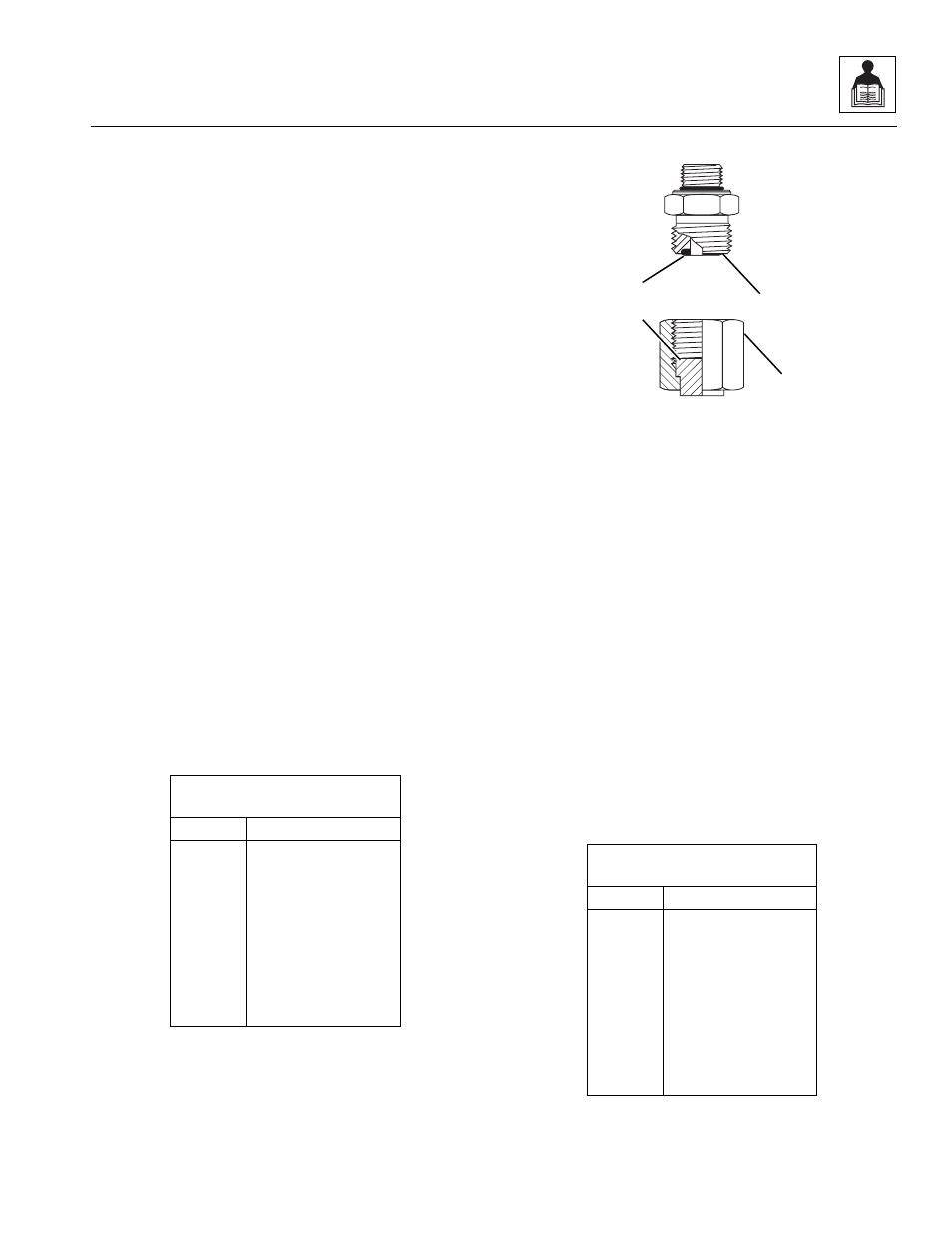
1. Inspect both the male (Fig. 2-4, 1) and female (2)
sealing surfaces for burrs, scratches, dents, other
damage, or foreign material. If any damage is found
on either surface, the part is to be rejected as
unusable. Clean off any foreign material from the
sealing surfaces before assembly.
2. Inspect the male fitting for the presence of the seal
o-ring (Fig. 2-4, 3). Inspect the o-ring for any sign of
damage. If the o-ring is missing or damaged replace
it.
3. Apply clean petroleum based oil to the male thread.
4. Place the flat surface of the female connector
(Fig. 2-4, 1) in full contact with the o-ring (3) in the
male connector.
5. Finger tighten the nut (Fig. 2 -4, 4) onto the fitting.
6. Complete the joint by tightening the nut
to the torque
specified in the table. For hoses and swivel fittings
use a second wrench to keep the female connector
from moving during tightening.
Figure 2- 4 Flat Face O-Ring Seal Connections
b. Straight O-Ring Boss Fittings To
O-Ring Boss Ports
Improper assembly of this joint will result in leaking joints.
Under tightening of the fitting will result in the fitting
loosening during normal operation and the joint leaking.
Damaging the o-ring during assembly will result in
immediate joint leakage.
1. Inspect components to ensure that male and female
port threads and sealing surfaces are free of burrs,
nicks, or scratches, or any foreign material. If any
damage is found the bad part must not be used.
Clean any foreign material from the mating parts
before assembly.
2. Lubricate the o-ring and male thread with a clean
petroleum based lubricant.
3. Screw the fitting into the port.
4. Torque the fitting to the values found in table.
O-Ring Boss Fittings To
O-Ring Boss Ports
SAE Size
Torque lb-ft (Nm)
4
19 ± 5 (26 ± 7)
6
35 ± 5 (47 ± 7)
8
52 ± 7 (70 ± 10)
10
83 ± 17 (112 ± 23)
12
120 ± 20 (163 ± 27)
16
165± 35 (224 ± 47)
20
215 ± 65 (292 ± 88)
24
252 ± 77 (342 ± 104)
O-Ring Boss Fittings To
O-Ring Boss Ports
SAE Size
Torque lb-ft (Nm)
4
15 ± 1 (20 ± 1)
6
25 ± 1 (34 ± 1)
8
55 ± 5 (75 ± 7)
10
76 ± 5 (103 ± 7)
12
130 ± 5 (176 ± 7)
16
210± 10 (285 ± 14)
20
245 ± 35 (332 ± 47)
24
315 ± 45 (427 ± 61)
MA10,0800
1
2
3
4