Modifying the program run, 5 a u to matic mode – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 85
HEIDENHAIN CNC PILOT 4290
85
3.5 A
u
to
matic Mode
Modifying the program run
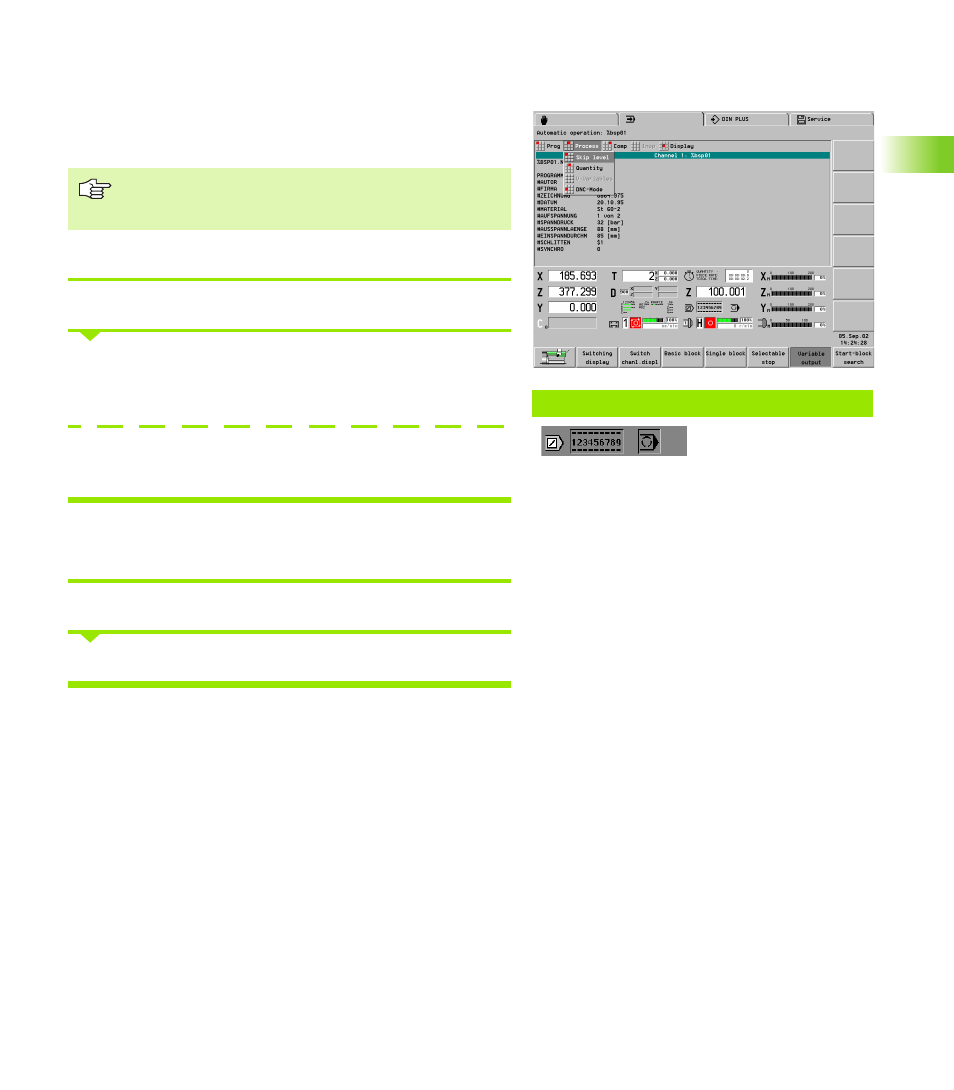
Skip level
The NC blocks with skip levels are not executed when the skip level is
active. The “Skip levels” display field marks the (active) skip levels
detected by the “block execution.“
Activating/deactivating a skip level
Select “Process > Skip level.”
Activating a skip level
Enter the “Level no.” and two or more skip levels as a “sequence of
digits.”
Deactivating a skip level
No entry in “Level no.”
Production with defined quantity
Select “Process > Quantity”
Enter the quantity
Working with defined quantities:
Counting range: 0..9999
The quantity is counted after every program run.
When an NC program is activated with “Program selection,” the
CNC PILOT resets the counter.
When a program has completed the quantity of parts, you can no
longer start the NC program. To start the program again, press “Re-
start.”
The Quantity remains stored even after the lathe is switched off.
Quantity=0: No limit. The counter counts up the parts.
Quantity > 0: The CNC PILOT manufactures the defined quantity;
the counter counts down the parts.
“Skip levels” display field
Meaning:
Upper row: Entered skip levels
Lower row: Active skip levels
The CNC PILOT accounts for activated/deactivated skip
levels after approx. 10 blocks (reason: block scan during
the execution of NC blocks).