34 pr ogr amming with v a ri ables – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 317
HEIDENHAIN CNC PILOT 4290
317
4.34 Pr
ogr
amming with V
a
ri
ables
#787
Reference diameter for lateral surface machining
(G120)
#788
Spindle holding the workpiece (G98)
#790
Oversize G52-Geo
0: Do not include
1: Include
#791..#792
G57 oversizes X, Z
#793
G58 oversize P
#794..#795
Cutting width in X and Z by which the tool reference
point is shifted with G150/G151
#796
Number of spindle for which the last feed rate was
programmed
#797
Number of spindle for which the last speed was
programmed
#801
Tilted plane is active
#802
0: G30 not active
1: G30 active
#803
Number of the selected language, based on the
sequence of languages specified in control parameter
4 (starting with 0)
#804
Is DataPilot?
0: Control
1: DataPilot
NC information in # variables
Tool information in # variables
#512
Tool type (3-digit number)
#513..#515
1., 2., 3. position of tool type
#516
Usable length (nl) for turning, drilling or boring tools:
#517
Main working direction:
0: Undefined
1: +Z
2: +X
3: –Z
4: –X
5: +/–Z
6: +/–X
#518
Secondary machining direction of turning tools
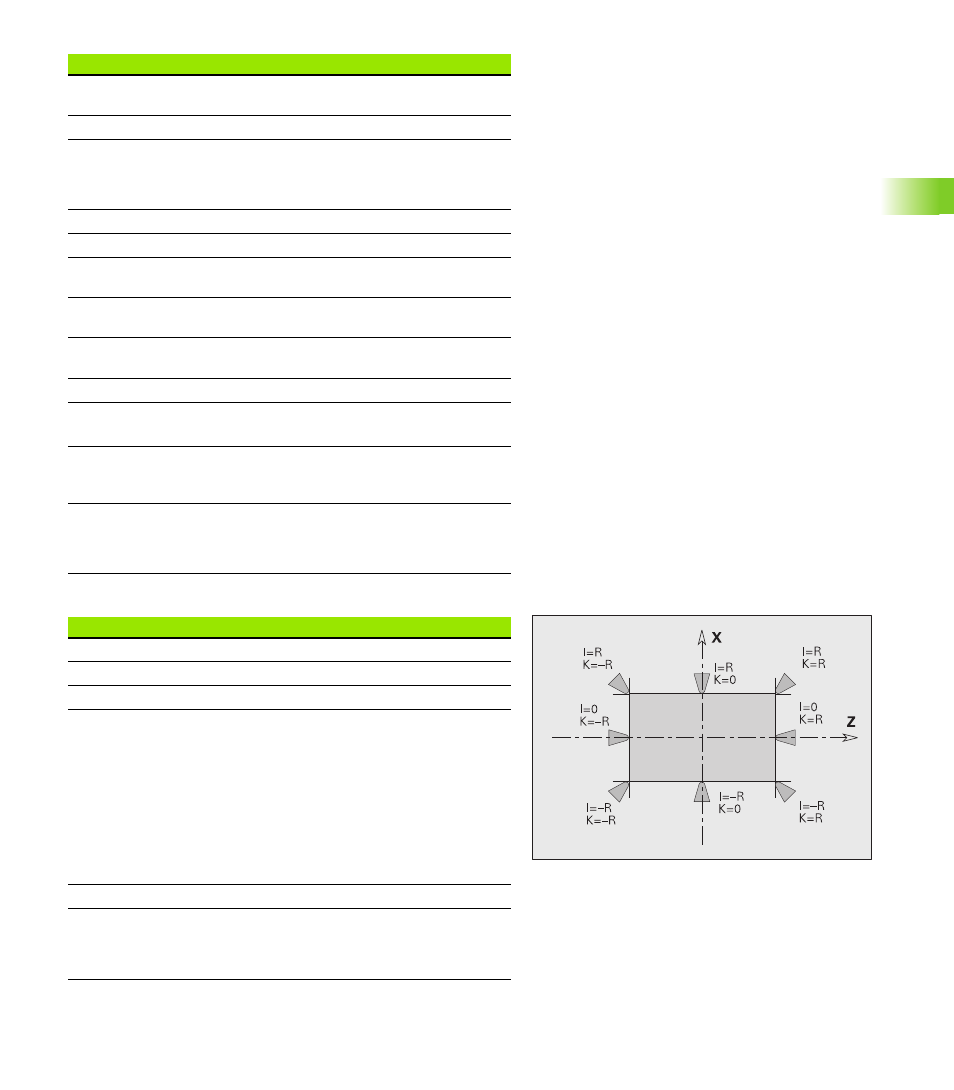
#519
Depending on the tool type:
14*: 1 = right, 2 = left execution (A)
5**, 6**: Number of teeth