Programming of full-surface machining, 39 f u ll-surf ace mac h ining – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 345
HEIDENHAIN CNC PILOT 4290
345
4.39 F
u
ll-surf
ace mac
h
ining
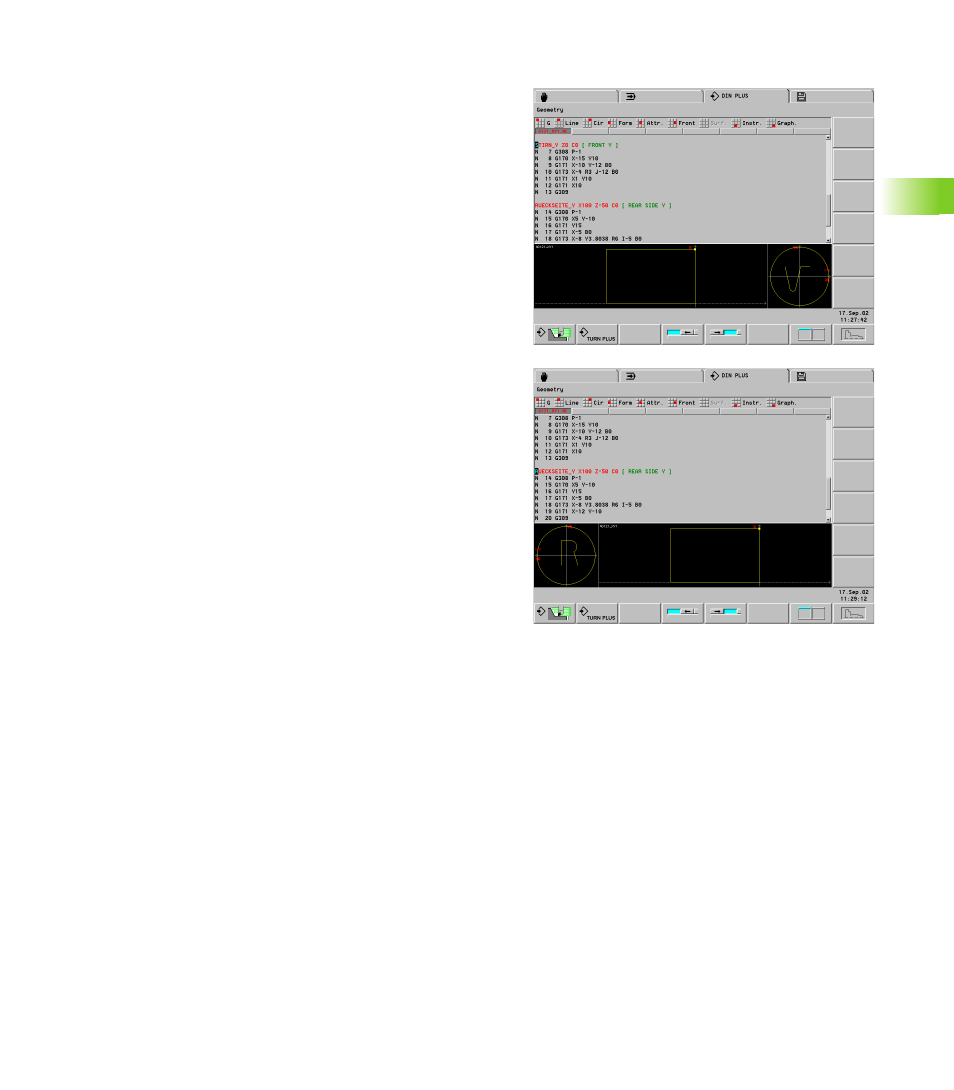
Programming of full-surface machining
When programming a contour on the rear face, be sure to consider the
orientation of the XK axis (or X axis) and rotational direction of arcs.
Insofar as you use drilling and milling cycles, there are no special
aspects to rear-face machining, since these cycles refer to predefined
contours.
For rear-face machining with the basic commands G100 to G103 the
same conditions apply as for rear-face contours.
Turning operations: The expert programs for reclamping contain
converting and mirroring functions. The following principle applies for
rear-face machining (2nd setup):
+ direction: Goes away from the workpiece
– direction: Goes toward the workpiece
G2/G12: Circular arc clockwise
G3/G13: Circular arc counterclockwise
Working without expert programs
If you do not use the expert programs or the converting and mirroring
functions, the following principle applies:
+ direction: Goes away from the spindle
– direction: Goes toward the main spindle
G2/G12: Circular arc clockwise
G3/G13: Circular arc counterclockwise