Finishing – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 521
HEIDENHAIN CNC PILOT 4290
521
6.14 Int
e
ra
ctiv
e W
o
rk
ing Plan Gener
a
tion (IWG)
Finishing
The IWG presents the following finishing operations for selection
(“Finishing” drop-down menu):
Finishing using cycle G890:
Contour machining
Residual-contour machining
Finishing hollowing (neutral tool)
Finishing using special functions:
Clearance turning: see “Finishing – Clearance turning” on
page 524
Undercuts: see “Finishing – undercut” on page 524
Soft keys
Longitudinal/constant oversize
“Approach” soft keys
Automatic selection of the mode of
approach
First X, then Z direction
First Z, then X direction
“Retract” soft keys
Diagonally to retraction position
First X, then Z direction
First Z, then X direction
Retract to safety clearance
Parameters
X
Cutting limit
Z
Cutting limit
L
Depending on the soft-key setting:
Longitudinal oversize
Constant oversize (generates “Oversize G58” before the
cycle)
P
Transverse oversize
Plunge-cutting (machine descending contours)?
Yes
No
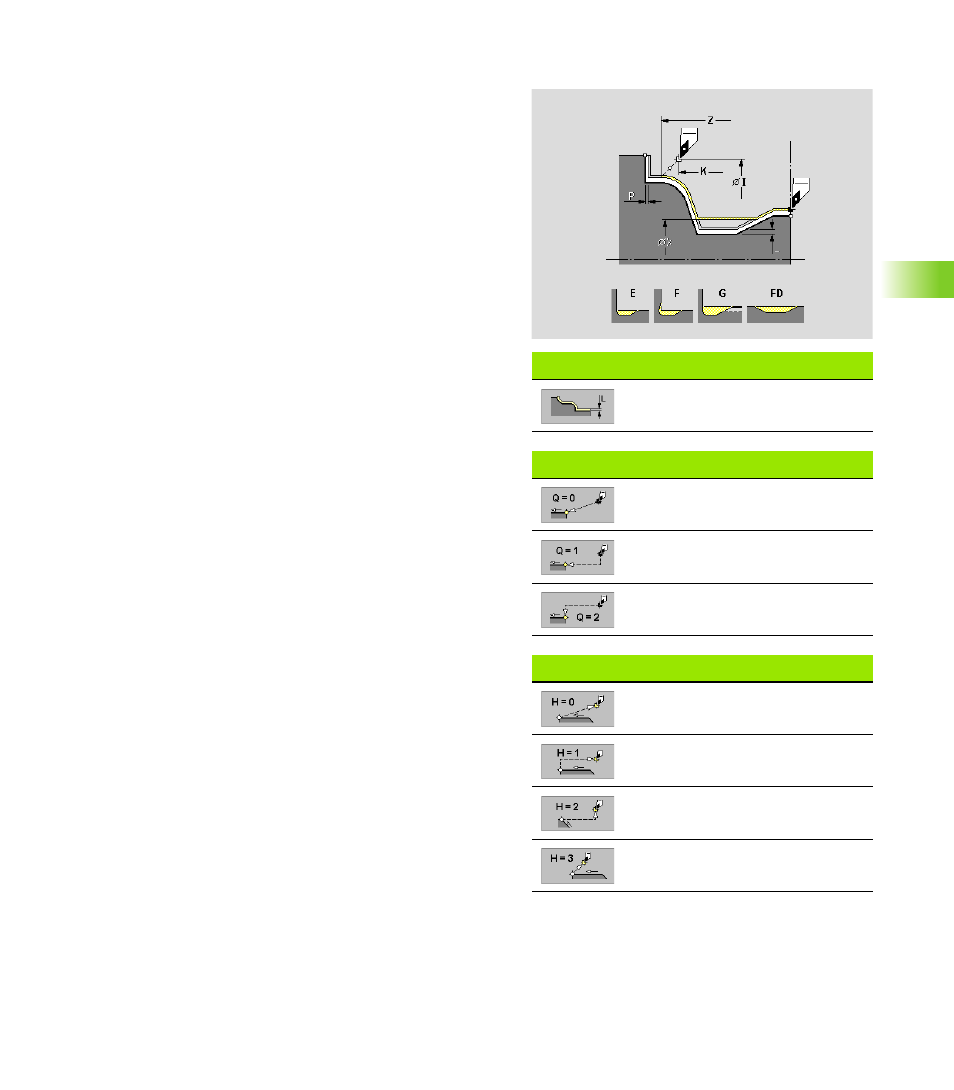
E
Reduced plunging feed rate with descending contours
Approach
Yes: “Mode of approach Q” (define by soft key)
No (Q=3): Tool is located near the starting point of the
contour area
Q
Type of approach (see soft key table)
Q=0: The IWG checks the following types of approach:
Diagonal approach
First X, then Z direction
Equidistant around the barrier
Omission of the first contour element if the starting
position is inaccessible
Q=1: First X, then Z direction
Q=2: First Z, then X direction
Retract
Yes: “Type of retraction H” (define by soft key)
No (H=4): Tool remains on the end coordinate