Recessing g86, 21 simple t u rn ing cy cles – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 236
236
4.21 Simple T
u
rn
ing Cy
cles
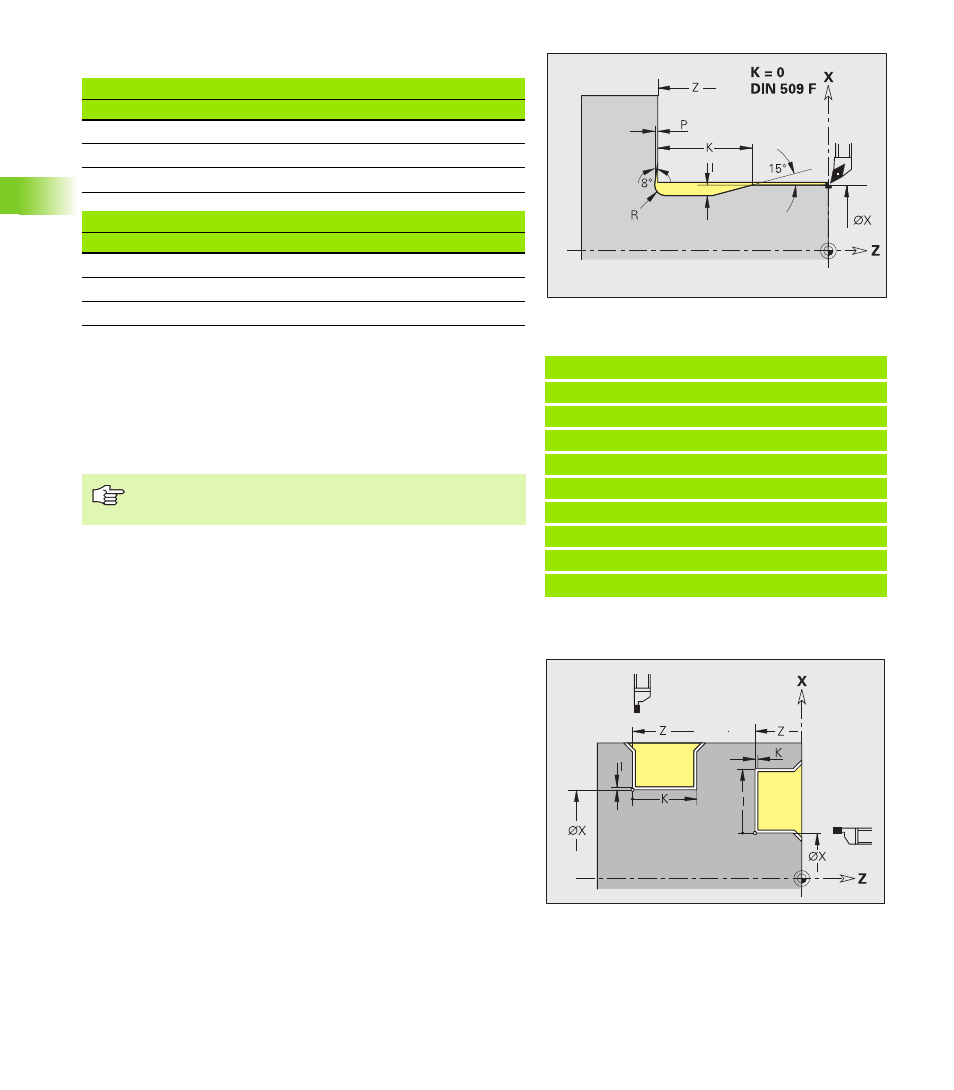
I = undercut depth
K = undercut width
R = undercut radius
P = face depth
Undercut angle for undercuts according to DIN 509 E and F: 15°
Transverse angle for an undercut according to DIN 509 F: 8°
Recessing G86
G86 machines simple radial and axial recesses with chamfers. From
the tool position, the CNC PILOT determines whether a radial or axial
recess, or an inside or outside recess is to be machined.
Example: G85
. . .
N1 T2 G95 F0.23 G96 S248 M3
N2 G0 X62 Z2
N3 G85 X60 Z-30 I0.3
N4 G1 X80
N5 G85 X80 Z-40 K0
N6 G1 X100
N7 G85 X100 Z-60 I1.2 K6 E0.11
N8 G1 X110
. . .
Parameters for undercut DIN 509 E
Diameter
I
K
R
<= 18
0,25
2
0,6
> 18 – 80
0,35
2,5
0,6
> 80
0,45
4
1
Parameters for undercut DIN 509 E
Diameter
I
K
R
P
<= 18
0,25
2
0,6
0,1
> 18 – 80
0,35
2,5
0,6
0,2
> 80
0,45
4
1
0,3
The tool radius compensation is not active.
Oversizes are not taken into account.
Parameters
X
Floor corner point (diameter)
Z
Floor corner point
I
Radial recess: Oversize
I>0: Oversize (roughing and finishing)
I=0: No finishing
Axial recess: Recess width
I>0: Recess width
No input: Recess width = tool width