6 mac h ining p a ra met e rs – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 593
HEIDENHAIN CNC PILOT 4290
593
7.
6 Mac
h
ining P
a
ra
met
e
rs
Roughing – Machining analysis
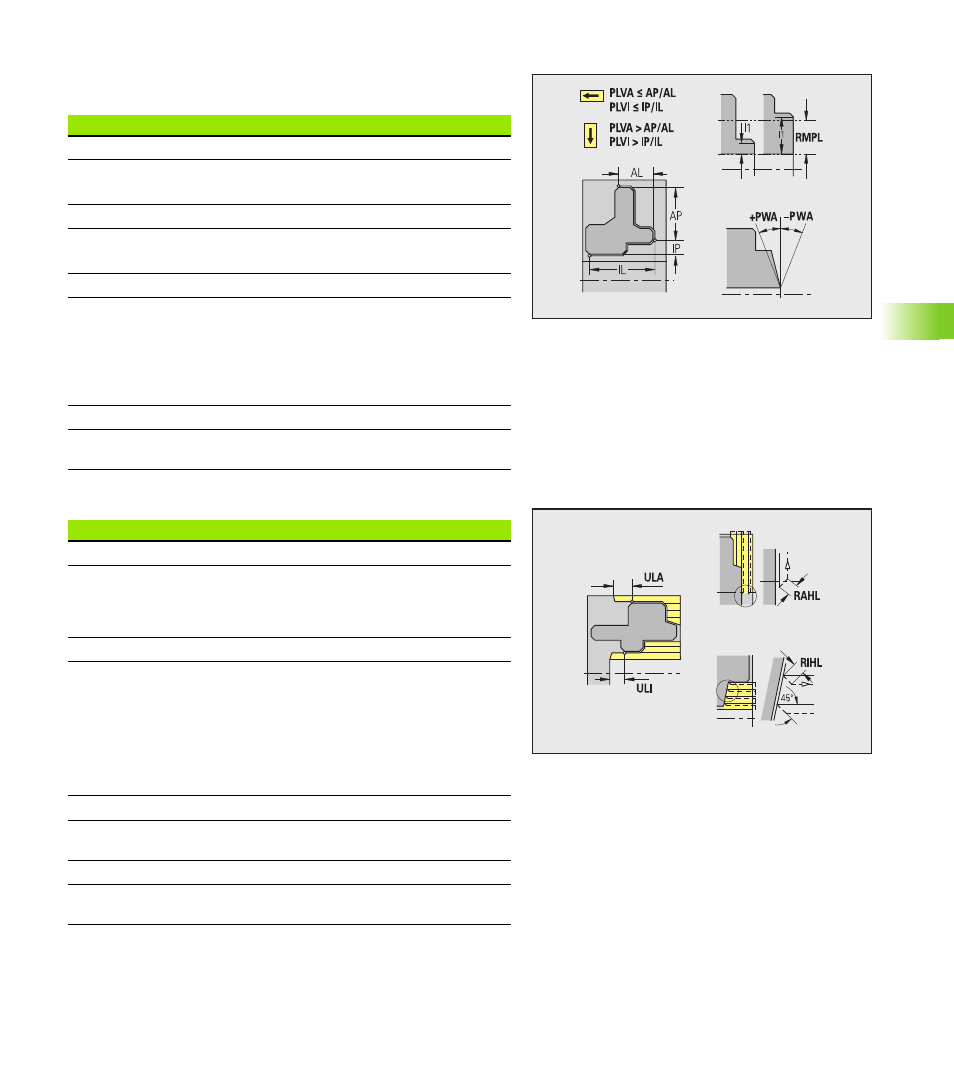
TURN PLUS uses the PLVA/PLVI parameters to define whether a
roughing area is to be rough-machined longitudinally or transversely.
Roughing – Machining cycles
Machining analysis
Transverse/longitudinal ratio – external [PLVA]
PLVA <= AP/AL: Longitudinal machining
PLVA > AP/AL: Transverse machining
Transverse/longitudinal ratio – internal [PLVI]
PLVI <= IP/IL: Longitudinal machining
PLVI >= IP/IL: Transverse machining
Minimum roughing transverse length [RMPL] (radius value)
Defines whether transverse roughing is used for the front
transverse element of the outside contour of a finish part.
RMPL > l1: Without additional transverse roughing
RMPL < l1: With additional transverse roughing
RMPL = 0: Special case
Transverse angle variation [PWA]
The first front element is declared a transverse element when
it is within +PWA and –PWA.
Fixed cycles
Overhang length outside [ULA]
Relative length for external rough-machining enabling roughing
beyond the target position in longitudinal direction. ULA is not
considered when the cutting limitation is in front of or within
the overhang.
Overhang length inside [ULI]
Relative length for internal rough-machining enabling
roughing beyond the target position in longitudinal direction.
ULA is not considered when the cutting limitation is in front
of or within the overhang.
This parameter is used for calculating the drilling depth for
centric predrilling.
(see “Machining information” on page 558)
Retracting length outside [RAHL]
Retracting length for smoothing variants (H=1, 2) of roughing
cycles G810 and G820 for external machining (RAHL).
Retracting length inside [RIHL]
Retracting length for smoothing variants (H=1, 2) of roughing
cycles G810 and G820 for internal machining (RIHL).