Traversing to a fixed stop g916 – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 288
288
4.28 Assignment, S
y
nc
hr
onization, W
o
rk
piece T
ransf
er
Measuring angular offset during spindle
synchronization G906
G906 writes the angular offset between the master spindle and the
slave spindle into variable V921.
Programming:
Program G906 only for active angular synchronization – both chucks
must be closed.
Program G906 in a separate NC block.
Program a G909 (interpreter stop) before processing V921.
G906 generates an interpreter stop
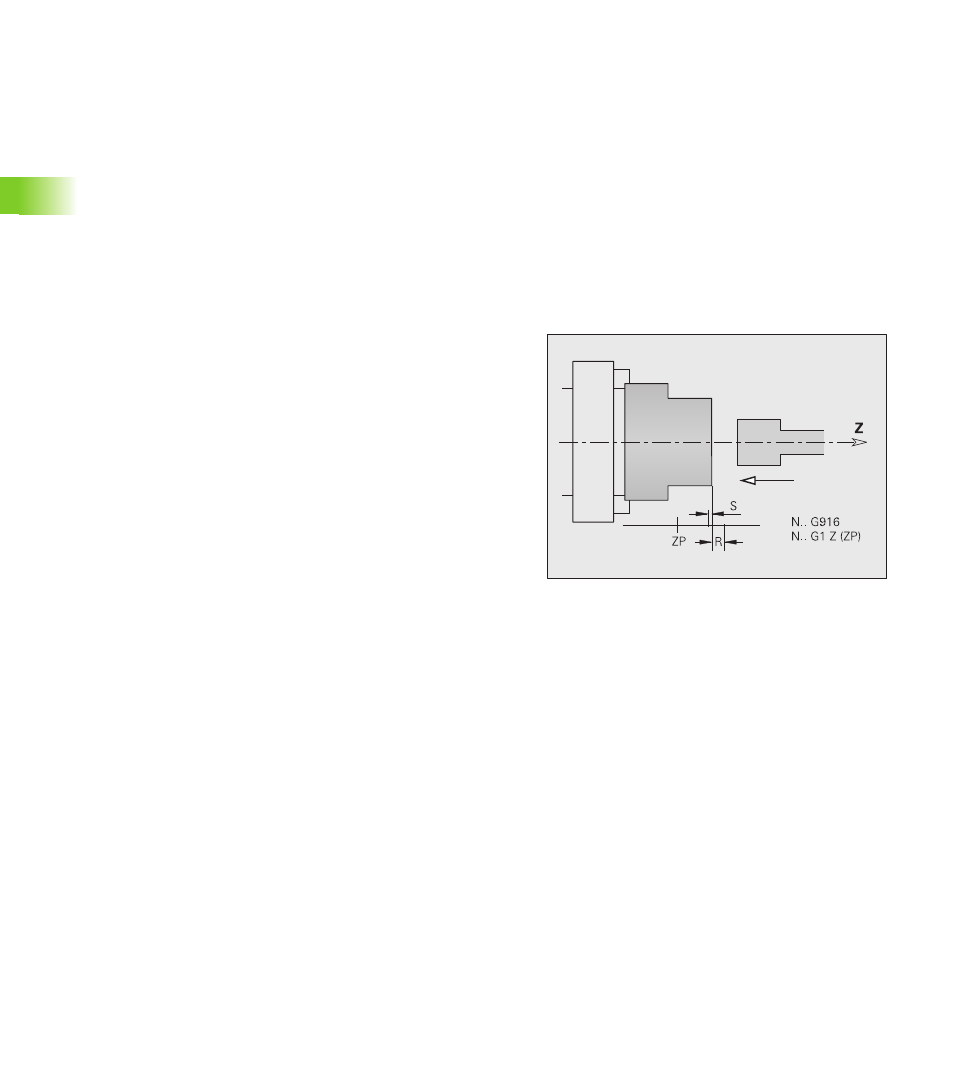
Traversing to a fixed stop G916
G916 activates the monitoring function for the traversing path. Then
you move with G1 to a fixed stop. User G916 for:
Traversing to a dead stop (example: transferring a premachined
workpiece to a second traveling spindle if you do not know the exact
position of the workpiece).
Press the tailstock against the workpiece (tailstock function)
The CNC PILOT stops the slide and saves the stop position. G916
generates an interpreter stop.
Traversing to a fixed stop (G916 without parameters). The CNC
PILOT
moves up to the fixed stop and stops as soon as the servo lag has
been reached. The remaining path of traverse is deleted.
saves the position of the fixed stop in variables V901 to V918.
move back by the servo lag + reversing path (MP 1112, 1162, ..).
In MP 1112, 1162, .. you specify:
Lag error limit
Reversing path
Parameters
H
Clamping force in daNewtons (1 daNewton = 10 newtons)
D
Mode:
D=1: Activate tailstock function.
D=2: Deactivate tailstock function.
As of software version 625 952-04:
D=3: Do not issue message when end point is reached
R
Reversing path