Finish contour g890, 20 cont our -based t u rn ing cy cles – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 228
228
4.20 Cont
our
-Based T
u
rn
ing Cy
cles
Finish contour G890
G890 finishes the contour area defined by NS, NE in one pass and
takes chamfers/rounding arc into account. The operation proceeds
from NS to NE.
Omit-codes for recesses and undercuts
G call
Function
D code
G22
Recess for sealing ring
512
G22
Recess for guard ring
1.024
G23 H0
General recess
256
G23 H1
Relief turn
2.048
G23 H4
Undercut type U
32.768
G23 H5
Undercut type E
65.536
G23 H6
Undercut type F
131.072
G23 H7
Undercut type G
262.744
G23 H8
Undercut type H
524.288
G23 H9
Undercut type K
1.048.576
Add the codes if you want to skip several elements.
K
1
2
H=
2
0
Q = 3
Z
Q=
1
X
Z
I
Ø
Parameters
NS
Starting block number (beginning of contour section)
NE
End block number (end of contour section)
NE not programmed: The contour element NS is machined
in the direction of contour definition.
NS=NE programmed: The contour element NS is machined
opposite to the direction of contour definition.
E
Plunging behavior
E=0: Descending contours are not machined.
E>0: Plunging feed rate
No input: Machine falling contours at programmed feed rate
V
Identifier beginning/end (default: 0)
A chamfer/rounding arc is machined:
V=0: At start and end
V=1: At start
V=2: At end
V=3: No machining
V=4: Chamfer/rounding arc is machined, not the basic
element (prerequisite: Contour section with one element)
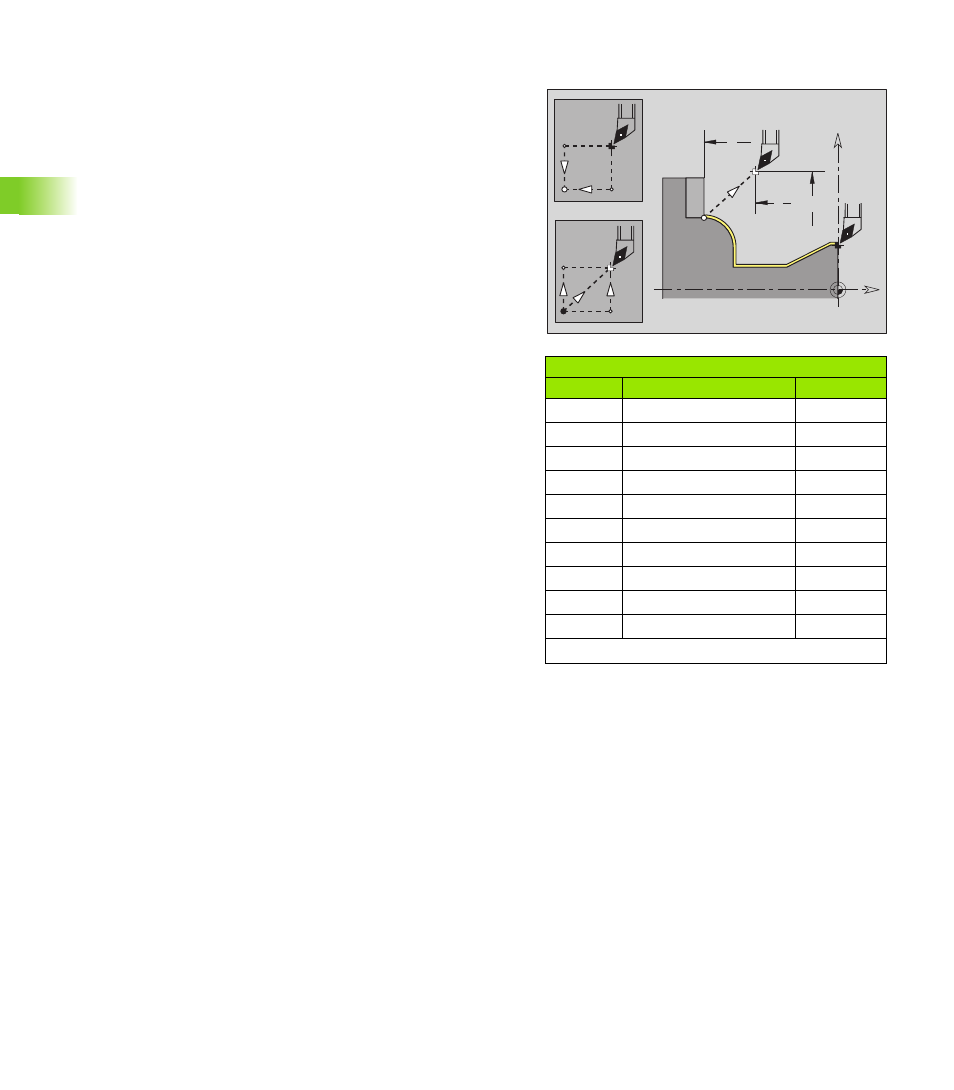
Q
Type of approach (default: 0)
Q=0: Automatic selection—the CNC PILOT checks:
Diagonal approach
First X, then Z direction
Equidistant around the barrier
Omission of the first contour element if the starting
position is inaccessible
Q=1: First X, then Z direction
Q=2: First Z, then X direction
Q=3: No approach—tool is located near the starting point of
the contour area.
Q=4: Residual finishing