Program run, Positioning the steady rest, 38 lathes with multiple slides – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 334
334
4.38 Lathes with Multiple Slides
Program run
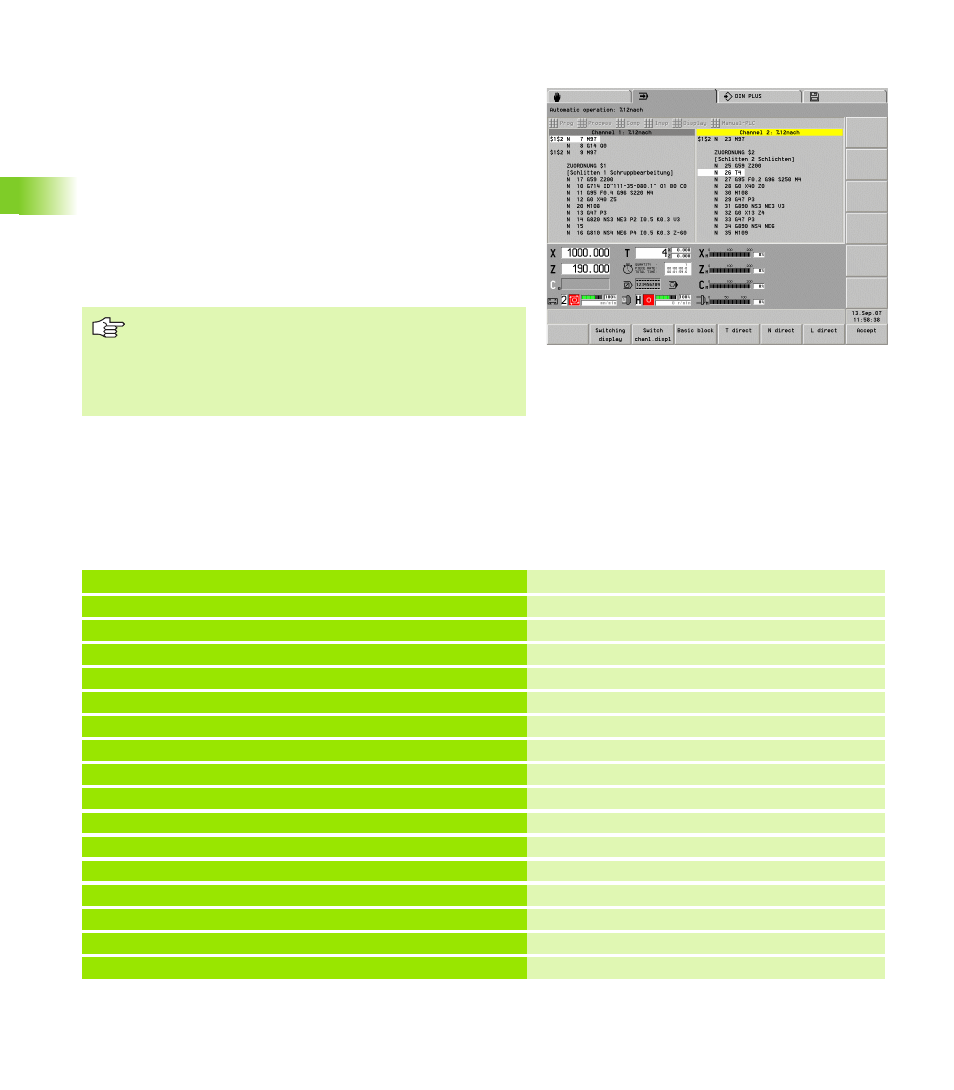
Block display: You can configure the block display for multiple slides.
The cursor displays the active NC block for each slide.
Start-block search for multi-slide programs:
U
Activate the block display for all slides involved (channels).
U
Select the start block for the first slide.
U
Use the slide-switch key to switch to the block display of the next
slide.
U
Select the start block for this slide.
U
“Accept” the start blocks.
U
Start the machining.
Positioning the steady rest
The steady rest is positioned by subprogram.
The workpiece is machined.
The steady rest is moved by subprogram to a parking position.
DIN program for steady-rest positioning
Finding a start block:
Select a suitable start block for each slide.
Every slide must have executed the same number of
synchronous points by the time the start block is
reached.
%LUEN_POS.NC
PROGRAMMKOPF [PROGRAM HEAD]
#SCHLITTEN $1$2 [SLIDE]
Slide 1: tool carrier; slide 2: steady rest
. . .
BEARBEITUNG [MACHINING]
N 1 G59 Z1000
. . .
$1$2 N 2 M97
Synchronize slides 1 and 2
$2 N 3 L "LUE_POS" V1 LA300
Position the steady rest by subprogram
$1$2 N 4 M97
Slide 1 waits for steady rest
ZUORDNUNG $1 [ASSIGNMENT]
N 5 G14 Q0
Machining with slide 1
N 6 T2
N 7 G95 F0.6 G96 S230 M4
N 8 G0 X350 Z10
N 9 G810 . . .