Overview of roughing operations – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 499
HEIDENHAIN CNC PILOT 4290
499
6.14 Int
e
ra
ctiv
e W
o
rk
ing Plan Gener
a
tion (IWG)
Overview of roughing operations
The IWG presents the following roughing operations for selection
(“Roughing” drop-down menu):
Longitudinal roughing: see “Roughing longitudinal (G810)” on
page 500
Transverse roughing: see “Roughing transverse (G820)” on
page 501
Contour-parallel roughing: see “Roughing contour-parallel (G830)”
on page 502
Automatic roughing: TURN PLUS generates the work blocks for all
roughing operations.
Roughing hollowing
Residual longitudinal roughing: see “Residual roughing –
longitudinal” on page 503
Residual transverse roughing: see “Residual roughing –
transverse” on page 504
Residual contour-parallel roughing: see “Residual roughing –
contour-parallel” on page 505
Automatic hollowing: TURN PLUS first selects a tool for rough-
machining and then a tool for removing the residual material in the
opposite machining direction.
Roughing hollowing (neutral tool): see “Roughing hollowing –
neutral tool (G835)” on page 506
Hollowing – Fundamentals
Using the “Roughing hollowing” (residual roughing) function, you can
remove residual material from descending contours.
If no cutting limits are defined, TURN PLUS machines in the selected
area. To avoid collision, the selected machining area is reduced by the
cutting limitation function. The machining cycle accounts for the
safety clearance (SAR, SIR – machining parameter 2) in front of the
remaining material.
Defining the cutting limitation
U
Position the tool so that it moves on the same side as the residual
material.
U
Select the machining range
U
Select the starting point of the remaining material as the position of
the cutting limitation.
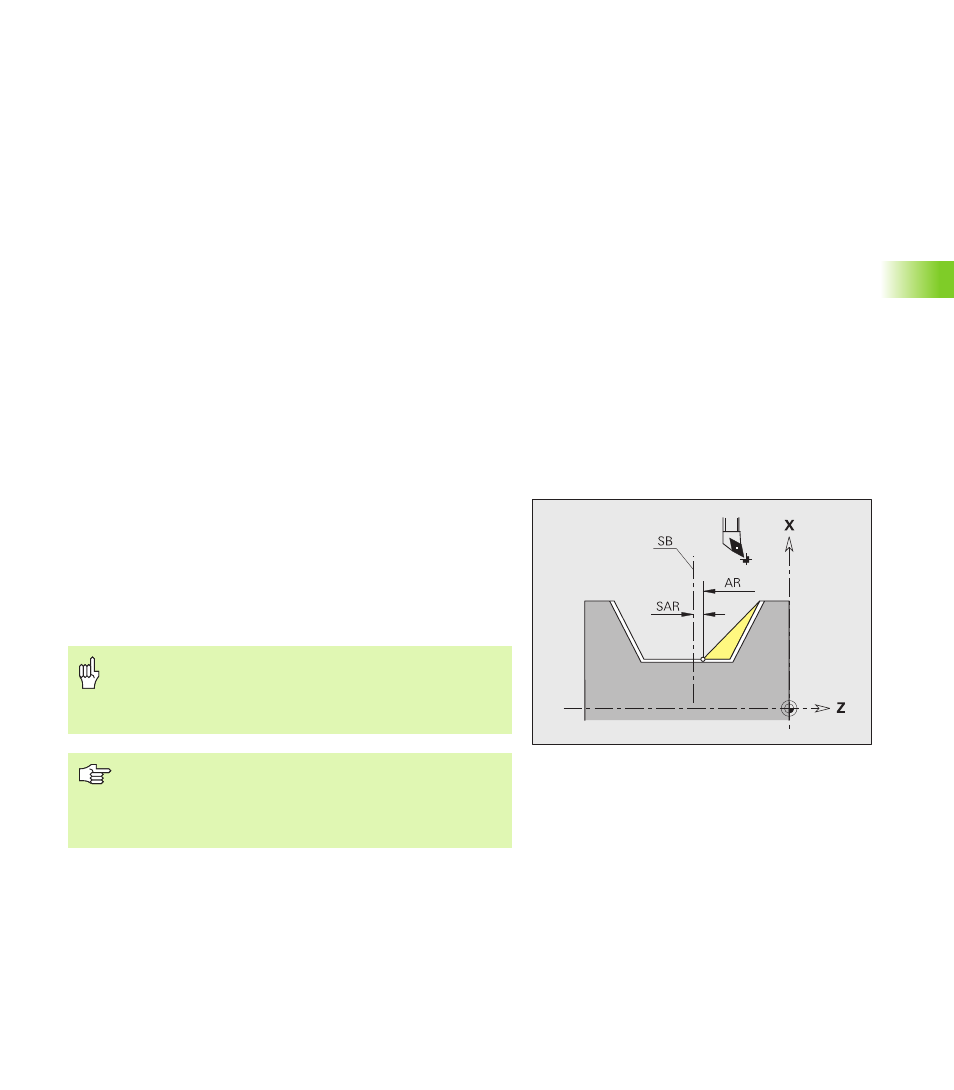
AR
Starting point of residual material
SAR
External safety clearance
SB
Cutting limit
Danger of collision
The residual material is machined without monitoring for
collision. Check the cutting limits and the “Angle of
approach” cycle parameter.
The “Automatic hollowing” function can only be used for
machining recesses. Relief turns are machined using the
standard roughing cycle. TURN PLUS uses the
“Permissible inward copying angle EKW” (machining
parameter 1) to distinguish recesses from relief turns.